Das Vorheizen der Metallform auf 660 °C ist eine kritische Prozesskontrollmaßnahme, die darauf abzielt, den Erstarrungszeitpunkt zu steuern und die metallurgische Integrität sicherzustellen. Durch die Beibehaltung der Formtemperatur nahe dem Schmelzpunkt von Aluminium verhindern Sie, dass das geschmolzene Metall beim Kontakt sofort erstarrt, und schaffen so die notwendige thermische Umgebung für eine chemische Reaktion anstelle einer einfachen physikalischen Passung.
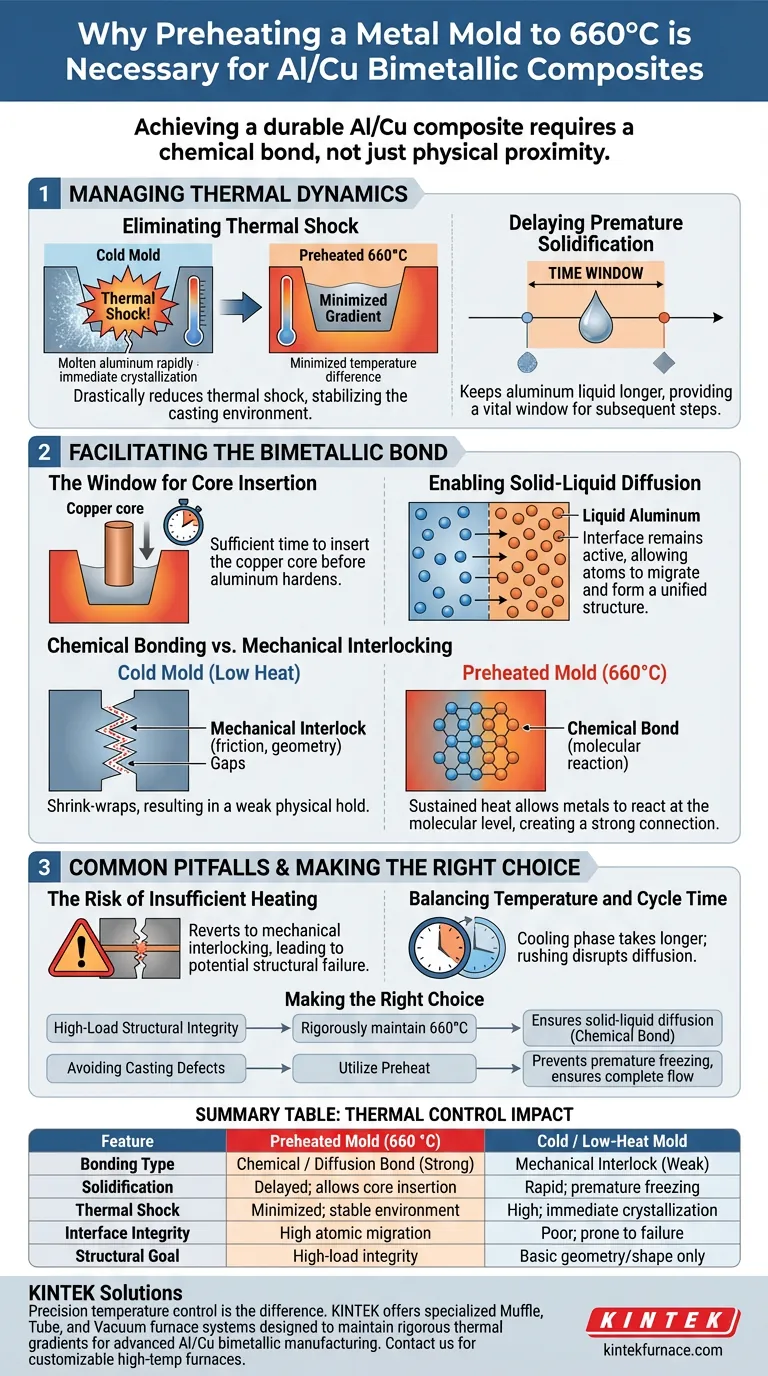
Die Herstellung eines haltbaren Al/Cu-Verbundwerkstoffs erfordert mehr als nur physikalische Nähe; sie erfordert eine chemische Bindung. Das Vorheizen der Form ist die entscheidende Variable, die die Erstarrung lange genug verzögert, um eine Diffusionsreaktion zwischen Fest und Flüssig an der Grenzfläche auszulösen.
Management thermischer Dynamiken
Beseitigung von thermischen Spannungen
Wenn geschmolzenes Aluminium auf eine kalte Form trifft, führt der Temperaturunterschied zu einer schnellen Abkühlung und sofortigen Kristallisation an den Formwänden.
Das Vorheizen der Form auf 660 °C reduziert diese thermischen Spannungen drastisch. Es stellt sicher, dass der Temperaturgradient zwischen der Schmelze und der Form minimiert wird, was die Gießumgebung stabilisiert.
Verzögerung der vorzeitigen Erstarrung
Das Hauptziel dieser hohen Vorheiztemperatur ist es, das Aluminium länger in flüssigem Zustand zu halten.
Wenn das Aluminium zu schnell erstarrt, friert der Gießprozess ein, bevor die Verbundstruktur richtig ausgebildet werden kann. Diese Verzögerung bietet ein entscheidendes Zeitfenster für die nachfolgenden Verarbeitungsschritte.
Ermöglichung der bimetallischen Bindung
Das Fenster für die Kerneinlage
Die Herstellung dieser Verbundwerkstoffe beinhaltet oft das Einlegen eines Kupferkerns in die Aluminiumschmelze.
Da die vorgeheizte Form die Erstarrung verzögert, bleibt genügend Zeit, um den festen Kupferkern einzuführen, bevor das Aluminium darum herum aushärtet. Ohne diese Verzögerung wäre das Einlegen physikalisch unmöglich oder würde zu erheblichen Defekten führen.
Ermöglichung der Fest-Flüssig-Diffusion
Der kritischste Grund für das Vorheizen ist die Ermöglichung der Diffusion zwischen dem festen Kupfer und dem flüssigen Aluminium.
Bei 660 °C bleibt die Grenzfläche zwischen den beiden Metallen aktiv und ermöglicht die Wanderung von Atomen über die Grenze hinweg. Diese atomare Bewegung ist notwendig, um eine einheitliche Struktur zu bilden.
Chemische Bindung vs. mechanische Verzahnung
Ohne Vorheizen würde sich das Aluminium um das Kupfer schrumpfen und eine mechanische Verzahnung ergeben. Dies ist eine schwache physikalische Halterung, die auf Reibung und Geometrie beruht.
Das Vorheizen ermöglicht eine chemische Bindung. Die anhaltende Wärme ermöglicht es den Metallen, auf molekularer Ebene zu reagieren, wodurch eine deutlich stärkere und zuverlässigere Verbindung entsteht.
Häufige Fallstricke, die es zu vermeiden gilt
Das Risiko unzureichender Erwärmung
Wenn die Formtemperatur signifikant unter 660 °C fällt, kehrt der Prozess zur mechanischen Verzahnung zurück.
Sie erhalten möglicherweise ein Gussstück, das korrekt aussieht, aber die Grenzfläche weist keine chemische Kontinuität auf, was unter Belastung oder thermischer Wechselbeanspruchung zu potenziellen strukturellen Ausfällen führen kann.
Abwägung von Temperatur und Zykluszeit
Obwohl hohe Temperaturen für die Bindung notwendig sind, verändern sie den Produktionszyklus grundlegend.
Die Bediener müssen berücksichtigen, dass die Abkühlphase länger dauern wird. Der Versuch, die Abkühlung nach dem Einlegen zu beschleunigen, kann den Diffusionsprozess, den Sie zu etablieren versucht haben, stören.
Die richtige Wahl für Ihr Ziel treffen
Um Ihren Herstellungsprozess zu optimieren, stimmen Sie Ihre Temperaturkontrollen auf Ihre spezifischen strukturellen Anforderungen ab:
- Wenn Ihr Hauptaugenmerk auf hoher struktureller Integrität unter Last liegt: Halten Sie die Form rigoros bei 660 °C, um die Fest-Flüssig-Diffusion zu gewährleisten, die für eine echte chemische Bindung notwendig ist.
- Wenn Ihr Hauptaugenmerk auf der Vermeidung von Gussfehlern liegt: Nutzen Sie das Vorheizen, um ein vorzeitiges Erstarren zu verhindern und sicherzustellen, dass das Aluminium den Kupferkern ohne Lücken vollständig umfließt.
Indem Sie die Temperatur als aktiven Bestandteil des Bindungsprozesses behandeln, verwandeln Sie ein einfaches Gussstück in einen Hochleistungsverbundwerkstoff.
Zusammenfassungstabelle:
| Merkmal | Vorgeheizte Form (660 °C) | Kalte / Niedrigtemperaturform |
|---|---|---|
| Bindungstyp | Chemische / Diffusionsbindung (stark) | Mechanische Verzahnung (schwach) |
| Erstarrung | Verzögert; ermöglicht Kerneinlage | Schnell; vorzeitiges Erstarren |
| Thermische Spannungen | Minimiert; stabile Umgebung | Hoch; sofortige Kristallisation |
| Grenzflächenintegrität | Hohe atomare Migration | Schlecht; anfällig für strukturelle Ausfälle |
| Strukturelles Ziel | Hohe Belastungsintegrität | Nur grundlegende Geometrie/Form |
Präzise Temperaturkontrolle ist der Unterschied zwischen einer schwachen mechanischen Passung und einer Hochleistungs-Chemikalienbindung. Unterstützt durch erstklassige F&E und Fertigung bietet KINTEK spezialisierte Muffel-, Rohr- und Vakuumofensysteme, die darauf ausgelegt sind, die strengen thermischen Gradienten aufrechtzuerhalten, die für die fortschrittliche Al/Cu-Bimetallfertigung erforderlich sind. Egal, ob Sie eine Standardkonfiguration oder einen anpassbaren Hochtemperatur-Ofen benötigen, der auf Ihre einzigartigen Gussanforderungen zugeschnitten ist, unsere Technologie gewährleistet, dass Ihre Materialien die höchste strukturelle Integrität erreichen. Kontaktieren Sie KINTEK noch heute, um die thermischen Verarbeitungskapazitäten Ihres Labors zu verbessern!
Visuelle Anleitung
Referenzen
- Shima Ahmadzadeh Salout, S.M.H. Mirbagheri. Microstructural and mechanical characterization of Al/Cu interface in a bimetallic composite produced by compound casting. DOI: 10.1038/s41598-024-57849-7
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- Elektrischer Drehrohrofen Kleiner Drehrohrofen zur Aktivkohleregeneration
- Elektrischer Drehrohrofen Kontinuierlich arbeitender kleiner Drehrohrofen für die Beheizung von Pyrolyseanlagen
- Elektrischer Drehrohrofen Pyrolyseofen Anlage Maschine kleiner Drehrohrofen Calciner
- Thermische Heizelemente aus Siliziumkarbid SiC für Elektroöfen
- Spark-Plasma-Sintern SPS-Ofen
Andere fragen auch
- Welche Vorteile bieten elektrische Drehrohröfen im Vergleich zu brennstoffbefeuerten Öfen? Steigern Sie Präzision und Effizienz in Ihrem Prozess
- Was sind die Hauptanwendungsbereiche eines elektrischen Drehrohrofens? Erzielen Sie hochreine Materialverarbeitung mit Präzision
- Welche Materialien können in einem elektrischen Drehrohrofen verarbeitet werden? Vielseitige Lösungen für fortschrittliche Materialien
- Was sind die Schlüsselkomponenten eines elektrischen Drehrohrofens? Für eine effiziente thermische Verarbeitung.
- Was sind die Hauptfunktionen von elektrischen Drehrohrofen? Erreichen Sie eine präzise Hochtemperaturbehandlung



















