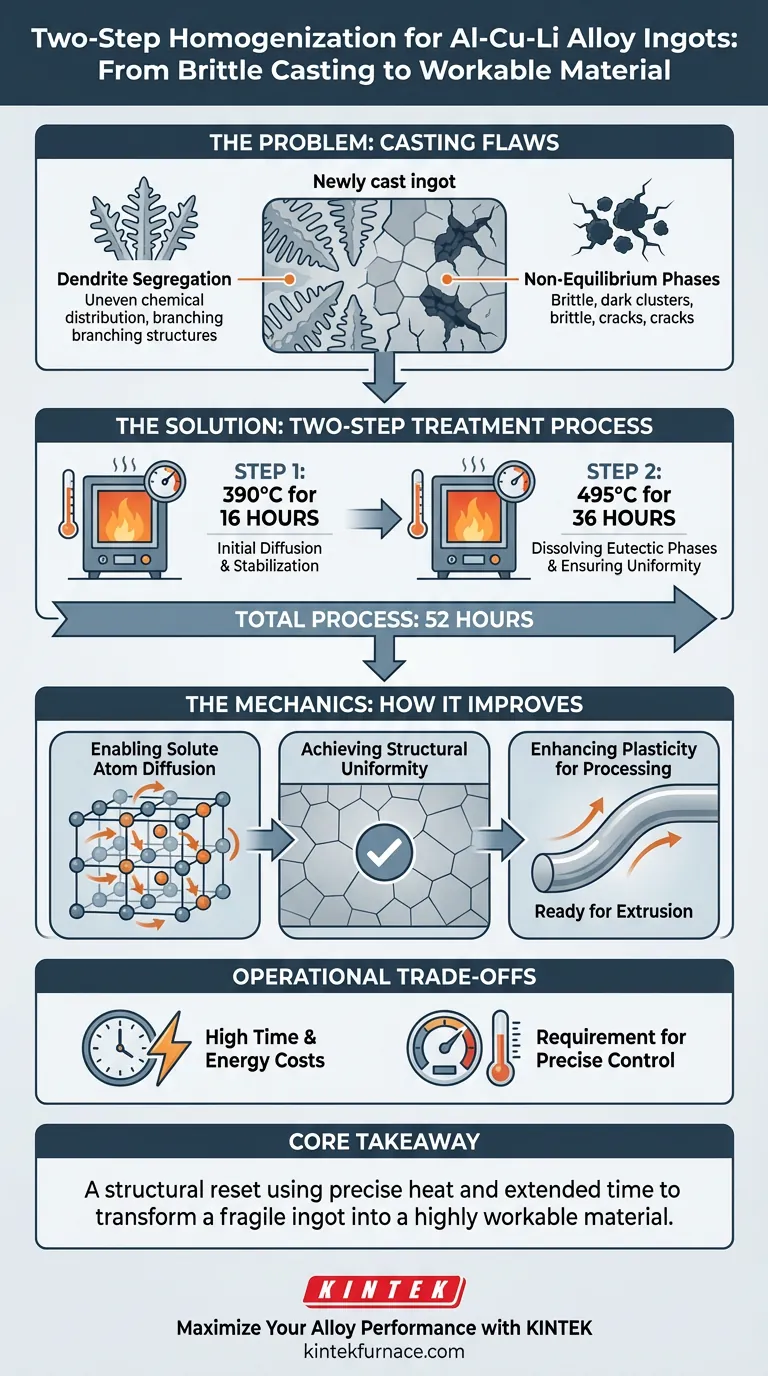
Der Hauptzweck einer zweistufigen Homogenisierungs-Ofenbehandlung für Al-Cu-Li-Legierungsgussblöcke besteht darin, während des Gießprozesses entstandene strukturelle Unregelmäßigkeiten zu korrigieren. Durch die Unterwerfung des Gussblocks spezifischen thermischen Stufen, wie z. B. 390 °C für 16 Stunden, gefolgt von 495 °C für 36 Stunden, beseitigt die Behandlung nicht-gleichgewichtige eutektische Phasen und Dendritensegregationen. Dies stellt sicher, dass das Material die notwendige Gleichmäßigkeit und Plastizität erreicht, um nachfolgende mechanische Bearbeitungen, wie z. B. die Extrusion, zu überstehen.
Kernbotschaft Beim Gießen entstehen in Al-Cu-Li-Legierungen naturgemäß eine spröde, ungleichmäßige interne Struktur. Der zweistufige Homogenisierungsprozess wirkt wie ein struktureller Reset, der präzise Wärme und ausgedehnte Zeit nutzt, um Lösungsatome zu diffundieren und so einen brüchigen Gussblock in ein hochgradig verarbeitbares Material für die Extrusion zu verwandeln.
Behebung der Gießfehler
Beseitigung von Dendritensegregationen
Wenn Al-Cu-Li-Legierungen gegossen werden, ist der Abkühlprozess selten perfekt gleichmäßig. Dies führt zu Dendritensegregationen, bei denen sich chemische Elemente ungleichmäßig über die Kornstruktur des Metalls verteilen.
Die zweistufige Behandlung zielt auf diese segregierten Bereiche ab. Sie zwingt das Material, sich neu auszubalancieren und eine gleichmäßige chemische Zusammensetzung im gesamten Gussblock zu gewährleisten.
Auflösung nicht-gleichgewichtiger Phasen
Beim Gießen entstehen häufig nicht-gleichgewichtige eutektische Phasen. Dies sind spröde Strukturen, die die Integrität der Legierung beeinträchtigen können.
Das spezifische thermische Regime ist darauf ausgelegt, diese unerwünschten Phasen wieder in die feste Lösung aufzulösen. Dies beseitigt potenzielle Bruchstellen im Metall.
Die Mechanik der Verbesserung
Ermöglichung der Diffusion von Lösungsatomen
Die Wirksamkeit dieser Behandlung beruht auf ausgedehnten Haltezeiten (z. B. insgesamt 52 Stunden im zitierten Beispiel).
Das Halten des Gussblocks bei hohen Temperaturen liefert die Energie, die für die Bewegung von Lösungsatomen erforderlich ist. Dieser Diffusionsprozess ermöglicht es den Atomen, von Bereichen hoher Konzentration zu Bereichen niedriger Konzentration zu wandern.
Erreichung struktureller Gleichmäßigkeit
Das ultimative Ziel der Diffusion ist eine sehr gleichmäßige interne Mikrostruktur.
Anstelle einer chaotischen Mischung aus spröden Phasen und segregierten Elementen wird der Gussblock zu einem homogenen Feststoff. Diese Gleichmäßigkeit ist entscheidend für eine konsistente Leistung der fertigen Teile.
Verbesserung der Plastizität für die Verarbeitung
Eine gleichmäßige Struktur führt direkt zu verbesserter Plastizität.
Ohne diese Behandlung würde der Gussblock wahrscheinlich unter der hohen Belastung der Extrusion reißen oder versagen. Der Homogenisierungsprozess erweicht die Legierung ausreichend, um eine erfolgreiche Verformung zu ermöglichen.
Verständnis der betrieblichen Kompromisse
Hohe Zeit- und Energiekosten
Der beschriebene zweistufige Prozess erfordert erhebliche Ressourcen, insbesondere eine ausgedehnte Haltezeit von insgesamt über 50 Stunden.
Dies stellt im Vergleich zu einstufigen oder kürzeren Behandlungen einen erheblichen Engpass im Produktionsdurchsatz und erhebliche Energiekosten dar.
Anforderung an präzise Steuerung
Die Referenz hebt die Notwendigkeit einer präzisen Temperaturregelung hervor (z. B. separate Stufen bei 390 °C und 495 °C).
Schwankungen der Ofentemperatur können dazu führen, dass die eutektischen Phasen nicht aufgelöst werden oder die Legierung überhitzt wird. Dies erfordert fortschrittliche Ofenausrüstung und eine strenge Prozessüberwachung.
Die richtige Wahl für Ihr Ziel treffen
Um festzustellen, ob diese strenge Behandlung für Ihre spezifische Anwendung erforderlich ist, berücksichtigen Sie Ihre nachgelagerten Verarbeitungsanforderungen:
- Wenn Ihr Hauptaugenmerk auf Extrusionsfähigkeit liegt: Sie müssen den vollständigen zweistufigen Zyklus implementieren, um sicherzustellen, dass der Gussblock über ausreichende Plastizität verfügt, um Risse während der Verformung zu verhindern.
- Wenn Ihr Hauptaugenmerk auf Mikrostrukturkonsistenz liegt: Sie sollten die ausgedehnten Haltezeiten priorisieren, um die vollständige Diffusion von Lösungsatomen und die Beseitigung von Segregationen zu gewährleisten.
Die zweistufige Homogenisierung ist nicht nur ein Heizzyklus; sie ist eine kritische Konditionierungsphase, die die Herstellbarkeit der Legierung bestimmt.
Zusammenfassungstabelle:
| Stufe | Temperatur | Dauer | Hauptziel |
|---|---|---|---|
| Schritt 1 | 390°C | 16 Stunden | Anfängliche Diffusion und Stabilisierung der Struktur |
| Schritt 2 | 495°C | 36 Stunden | Auflösung eutektischer Phasen & Gewährleistung der Gleichmäßigkeit |
| Gesamtprozess | N/A | 52 Stunden | Maximale Plastizität für die Extrusion erreichen |
Maximieren Sie Ihre Legierungsleistung mit KINTEK
Lassen Sie nicht zu, dass strukturelle Unregelmäßigkeiten Ihre Materialintegrität beeinträchtigen. Mit fundierter F&E und Fertigung bietet KINTEK hochpräzise Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systeme, die für die rigorosen 50+ stündigen Haltezyklen ausgelegt sind, die für die Al-Cu-Li-Homogenisierung erforderlich sind. Unsere Hochtemperatur-Laböfen sind vollständig anpassbar, um Ihre einzigartigen thermischen Verarbeitungsanforderungen zu erfüllen und jedes Mal eine perfekte Temperaturkontrolle und strukturelle Gleichmäßigkeit zu gewährleisten.
Bereit, Ihren Extrusionserfolg zu steigern? Kontaktieren Sie uns noch heute, um Ihre kundenspezifische Ofenlösung zu finden!
Visuelle Anleitung
Referenzen
- Meiqi Wang, Baiqing Xiong. Influence of Zn Addition on the Aging Precipitate Behavior and Mechanical Properties of Al-Cu-Li Alloy. DOI: 10.3390/ma17071562
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- 1400℃ Hochtemperatur-Laborrohrofen mit Aluminiumoxidrohr
- Labor-Quarz-Rohrofen RTP Heiz-Rohrofen
- 1700 °C Hochtemperatur-Labor-Rohroofen mit Aluminiumoxid-Rohr
- Mehrzonen-Labor-Quarz-Rohrofen Rohrofen
- Vertikaler Labor-Quarz-Rohrofen Rohrofen
Andere fragen auch
- In welchen Szenarien werden Labor-Hochtemperatur-Röhrenöfen oder Muffelöfen eingesetzt? Untersuchung von MgTiO3-CaTiO3-Keramiken
- Warum wird für die Kalzinierung von NiWO4 ein Hochtemperatur-Rohröfen benötigt? Erzielung von Hochleistungs-Kathodenmaterialien
- Wie gewährleisten Hochtemperatur-Laborröfen eine Umgebungsstabilität? Präzisions-Wärmereduktions-Tipps
- Was ist die Funktion eines Ofens bei der Behandlung von CuAlMn-Legierungen? Perfekte mikrostrukturelle Homogenisierung erreichen
- Was ist ein Hochtemperatur-Rohrofen? Präzise Wärme- und Atmosphärenkontrolle erreichen








