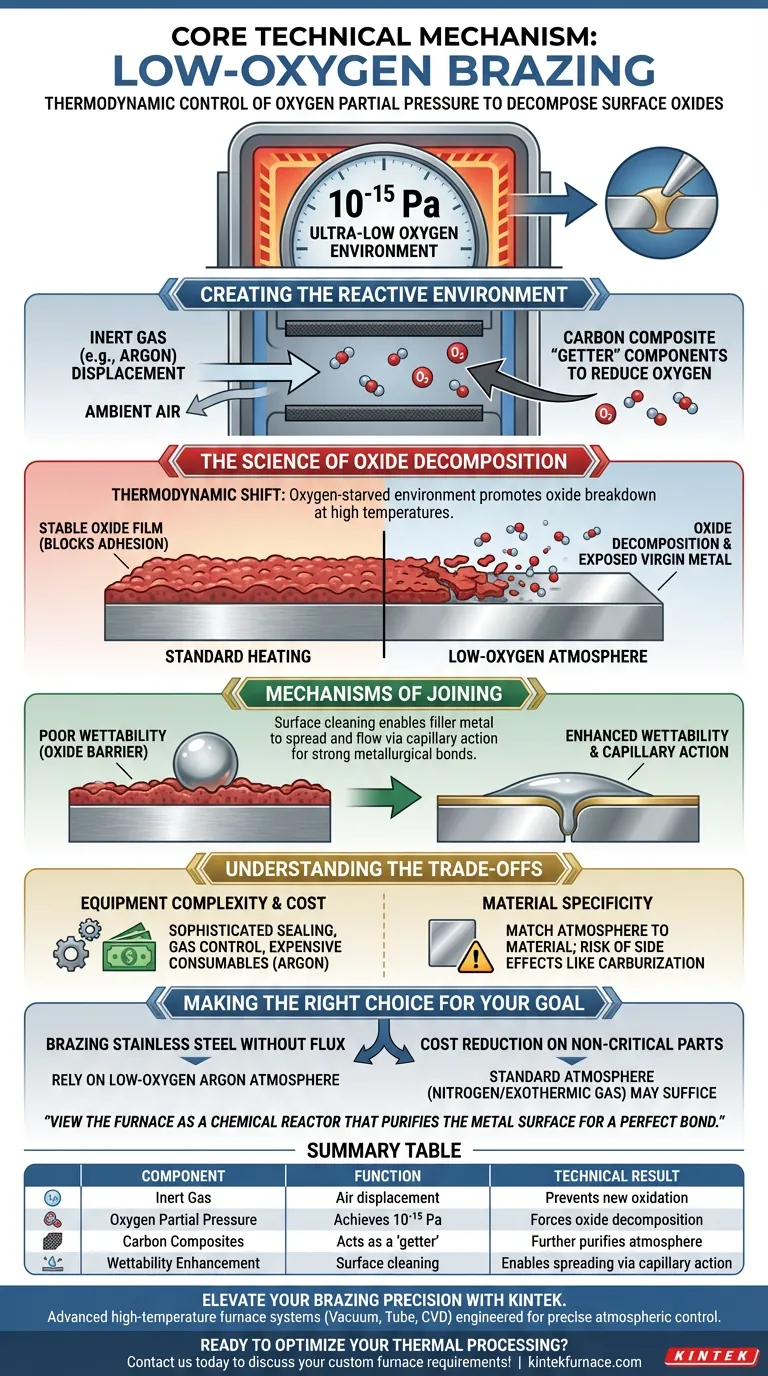
Der zentrale technische Mechanismus ist die thermodynamische Kontrolle des Sauerstoffpartialdrucks zur Zersetzung von Oberflächenoxiden. Durch die Verwendung von Inertgasen wie Argon und Kohlenstoffverbundkomponenten reduziert der Ofen den Sauerstoffgehalt auf etwa 10⁻¹⁵ Pa. Diese extrem sauerstoffarme Umgebung verhindert nicht nur neue Oxidation, sondern bewirkt aktiv, dass sich bestehende Oxidschichten auf Metallen wie Edelstahl zersetzen, wodurch eine makellose Oberfläche für das Benetzen und Ausbreiten des Lötmetalls entsteht.
Der Erfolg beim Niedrigsauerstoff-Löten beruht auf der Manipulation der Atmosphäre, um reines Metall gegenüber Metalloxiden zu bevorzugen. Durch die Erreichung eines extrem niedrigen Sauerstoffpartialdrucks werden chemische Barrieren entfernt, wodurch das Lötmetall durch verbesserte Benetzbarkeit starke metallurgische Verbindungen bilden kann.

Erzeugung der reaktiven Umgebung
Die Rolle von Inertgasen
Die Grundlage dieses Prozesses ist die Verdrängung von Luftsauerstoff durch Schutzgase. Inertgase wie Argon werden in die Ofenkammer eingeleitet, um eine Barriere gegen Umweltsauerstoff zu schaffen.
Erreichung eines extrem niedrigen Partialdrucks
Die Verdrängung allein ist oft nicht ausreichend für hochwertige Lötungen; das System muss einen extrem niedrigen Sauerstoffpartialdruck erreichen, insbesondere um 10⁻¹⁵ Pa. Dieses Reinheitsniveau wird oft durch Kohlenstoffverbund-Förderbänder unterstützt, die als "Getter" wirken können, um die Sauerstoffpräsenz in der erhitzten Zone weiter zu reduzieren.
Die Wissenschaft der Oxidzersetzung
Umkehrung der Oxidation
Standardmäßiges Erhitzen führt dazu, dass Metalle stabile Oxidschichten bilden, die die Haftung blockieren. In dieser speziellen sauerstoffarmen Umgebung verschiebt sich jedoch die Thermodynamik. Die Atmosphäre ist so sauerstoffarm, dass sie bei hohen Temperaturen die Zersetzung bestehender Oberflächenoxide fördert.
Freilegung des Substrats
Wenn die Oxidschicht abgebaut wird, wird das darunter liegende "jungfräuliche" Metall freigelegt. Dies ist entscheidend für Materialien wie Edelstahl, bei denen die passive Oxidschicht notorisch schwer ohne aggressive chemische Flussmittel zu durchdringen ist.
Mechanismen der Verbindung
Verbesserung der Benetzbarkeit
Damit eine Lötung funktioniert, muss das geschmolzene Lot das Grundmetall "benetzen" können. Oxidschichten verhindern dies und lassen das Lot abperlen. Durch die Zersetzung der Oxide verbessert der Ofen erheblich die Ausbreitungsfähigkeit des Lötmetall über die Oberfläche der Komponente.
Erleichterung der Kapillarwirkung
Sobald die Benetzbarkeit erreicht ist, übernehmen physikalische Mechanismen. Die Kapillarwirkung zieht das flüssige Lötmetall in den engen Spalt zwischen den Teilen. Ohne die Oxidbarriere fließt das Lot reibungslos und erstarrt zu einer konsistenten metallurgischen Verbindung.
Verständnis der Kompromisse
Komplexität und Kosten der Ausrüstung
Das Erreichen eines Partialdrucks von 10⁻¹⁵ Pa erfordert hochentwickelte Dichtungs- und Gasregelsysteme sowie teure Verbrauchsmaterialien wie Argon. Dies ist ein deutlich komplexerer und kostspieligerer Prozess als Standard-Luftlöten oder Lötungen mit Atmosphäre geringerer Qualität.
Materialspezifität
Obwohl ideal für Edelstahl, muss die Atmosphäre sorgfältig auf das Material abgestimmt werden. Fehlmanagement der Gasgemische (z. B. Einführung reaktiver Gase wie Wasserstoff oder Stickstoff, wenn nicht angebracht) kann zu unbeabsichtigten Nebenwirkungen wie Aufkohlung oder Versprödung führen, anstatt nur zur Oxidreduktion.
Die richtige Wahl für Ihr Ziel treffen
Um festzustellen, ob dieser Prozess mit Ihren Fertigungsanforderungen übereinstimmt, berücksichtigen Sie Folgendes:
- Wenn Ihr Hauptaugenmerk auf dem Löten von Edelstahl ohne Flussmittel liegt: Verlassen Sie sich auf die sauerstoffarme Argonatmosphäre, um die passive Oxidschicht auf natürliche Weise zu zersetzen.
- Wenn Ihr Hauptaugenmerk auf Kostensenkung bei nicht kritischen Teilen liegt: Ein Standard-Atmosphärenofen, der Stickstoff oder einfache exotherme Gase verwendet, kann ausreichend sein, vorausgesetzt, die Toleranz der Verbindung gegenüber Oxidation ist höher.
Das Beherrschen des Niedrigsauerstoff-Lötens erfordert, den Ofen nicht nur als Heizgerät, sondern als chemischen Reaktor zu betrachten, der die Metalloberfläche für eine perfekte Verbindung reinigt.
Zusammenfassungstabelle:
| Mechanismuskomponente | Funktion | Technisches Ergebnis |
|---|---|---|
| Inertgas (Argon) | Luftverdrängung | Verhindert neue Oxidation während des Erhitzens |
| Sauerstoffpartialdruck | Erreicht 10⁻¹⁵ Pa | Zwingt bestehende Oberflächenoxide zur Zersetzung |
| Kohlenstoffverbundwerkstoffe | Wirkt als "Getter" | Reinigt die lokale Ofenatmosphäre weiter |
| Verbesserung der Benetzbarkeit | Oberflächenreinigung | Ermöglicht die Ausbreitung des Lötmetalls durch Kapillarwirkung |
Verbessern Sie Ihre Lötpräzision mit KINTEK
Lassen Sie nicht zu, dass Oberflächenoxide die Integrität Ihrer Verbindung beeinträchtigen. KINTEKs fortschrittliche Hochtemperatur-Ofensysteme – einschließlich Vakuum-, Rohr- und CVD-Öfen – sind so konstruiert, dass sie die präzise atmosphärische Kontrolle bieten, die für das Niedrigsauerstoff-Löten erforderlich ist.
Unterstützt durch erstklassige F&E und Fertigung sind unsere Systeme vollständig anpassbar, um den einzigartigen Materialanforderungen Ihres Labors oder Ihrer Produktionslinie gerecht zu werden. Ob Sie Edelstahl löten oder spezielle Legierungen entwickeln, wir bieten Ihnen den technischen Vorteil, den Sie für makellose metallurgische Verbindungen benötigen.
Bereit, Ihre thermische Verarbeitung zu optimieren? Kontaktieren Sie uns noch heute, um Ihre individuellen Ofenanforderungen zu besprechen!
Visuelle Anleitung
Referenzen
- Yoshio Bizen, Yasuyuki Miyazawa. Brazing of Ferritic Stainless Steel with Ni-25Cr-6P-1.5Si-0.5B-1.5Mo Amorphous Brazing Foil Having a Liquidus of 1243 K with Continuous Conveyor Belt Furnace in Low-Oxygen Atmosphere. DOI: 10.2320/matertrans.mt-m2023207
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- 1200℃ Schutzgasofen mit kontrollierter Stickstoffatmosphäre
- 1400℃ Gesteuerter Ofen mit inerter Stickstoffatmosphäre
- Ofen mit kontrollierter inerter Stickstoff-Wasserstoff-Atmosphäre
- 1700℃ Gesteuerter Ofen mit inerter Stickstoffatmosphäre
- Mesh Belt Ofen mit kontrollierter Atmosphäre Ofen mit inerter Stickstoffatmosphäre
Andere fragen auch
- Wie erleichtert eine Vakuum- oder Schutzgasatmosphäre-Ofen Sessile-Drop-Experimente? Optimierung der Legierungsbenetzungsanalyse
- Was sind die Vorteile von Kammeröfen mit kontrollierter Atmosphäre gegenüber Röhrenöfen? Überlegene Prozesskontrolle für empfindliche Materialien
- Warum ist ein gleichmäßiger Atmosphärenstrom in einem Schutzgasofen wichtig? Sorgen Sie für konsistente Ergebnisse und vermeiden Sie kostspielige Fehler
- Welche Faktoren sollten bei der Auswahl eines Schutzgasofens berücksichtigt werden? Gewährleisten Sie eine optimale Leistung für Ihre Materialien
- Was sind die vier Haupttypen von Schutzatmosphären, die in diesen Öfen verwendet werden? Optimieren Sie Ihre Wärmebehandlungsprozesse















