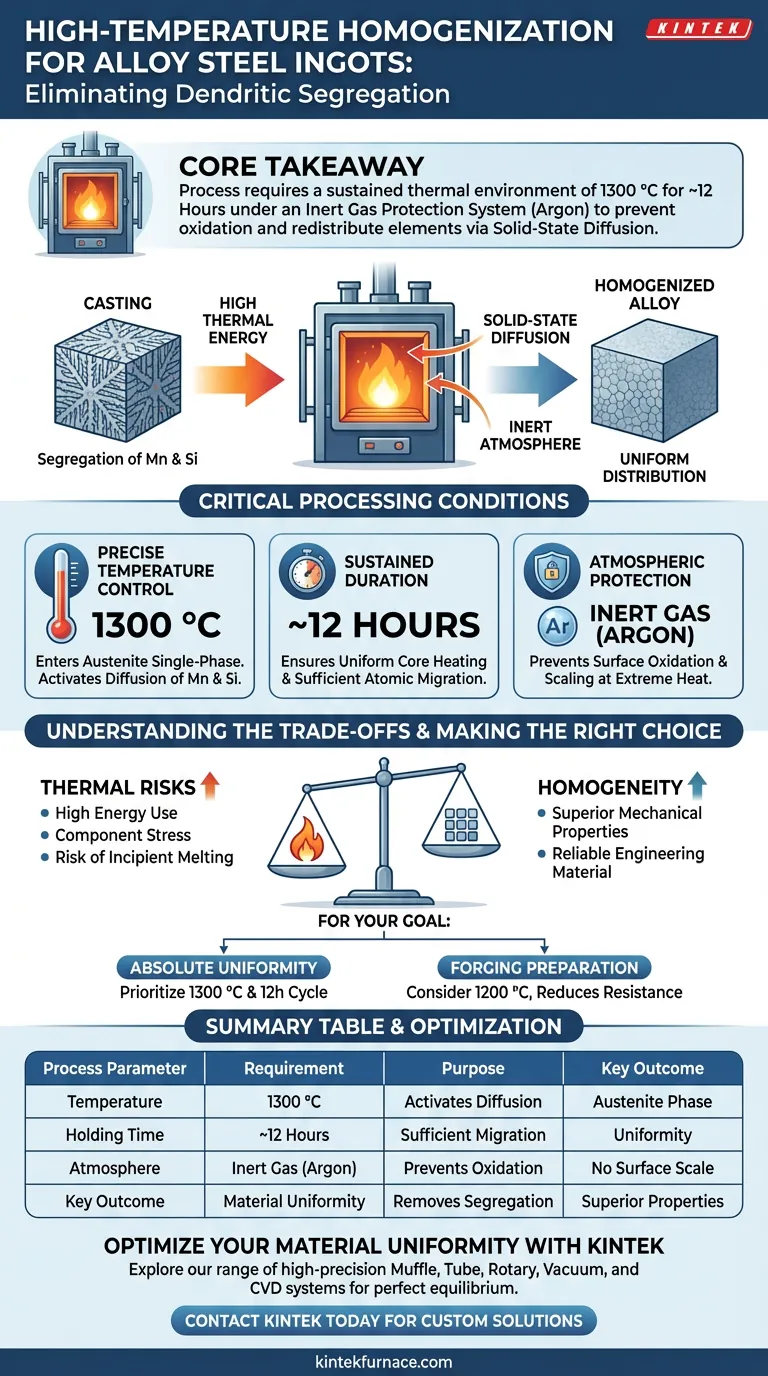
Um dendritische Entmischungen in Barren aus legiertem Stahl zu beseitigen, muss ein Hochtemperatur-Homogenisierofen eine anhaltende thermische Umgebung von etwa 1300 °C für eine Dauer von ungefähr 12 Stunden bieten. Entscheidend ist, dass das System mit einem Inertgas-Schutzsystem ausgestattet sein muss, das typischerweise Argon verwendet, um übermäßige Oberflächenoxidation während dieses langwierigen Heizzyklus zu verhindern.
Kernbotschaft Der Homogenisierungsprozess beruht auf der Festkörperdiffusion, um entmischte Elemente wie Mangan und Silizium neu zu verteilen. Durch die Aufrechterhaltung hoher Temperaturen in einer inerten Atmosphäre ermöglicht der Ofen diesen Elementen, von dendritischen Grenzen zu einer gleichmäßigen Verteilung zu wandern, ohne die Materialoberfläche zu beeinträchtigen.

Die Mechanik der Homogenisierung
Gezielte dendritische Entmischung
Während des anfänglichen Gießens von legiertem Stahl bildet das Material eine dendritische (baumartige) Struktur. Dies führt naturgemäß zu einer Entmischung, bei der sich bestimmte Elemente anreichern, anstatt sich gleichmäßig zu vermischen.
Insbesondere substituierende Lösungsmittelelemente wie Mangan (Mn) und Silizium (Si) neigen dazu, sich während der Erstarrung in bestimmten Bereichen zu konzentrieren. Der Homogenisierofen ist das primäre Werkzeug zur Korrektur dieser Ungleichmäßigkeit.
Aktivierung der Festkörperdiffusion
Das Kernprinzip hinter diesem Prozess ist die Festkörperdiffusion. Bei Raumtemperatur sind die Atome relativ statisch.
Durch die Erhöhung der thermischen Energie erhöht der Ofen jedoch die atomare Beweglichkeit. Dies ermöglicht es den entmischten Atomen (Mn und Si), durch das Kristallgitter zu wandern und sich von Bereichen hoher Konzentration zu Bereichen niedriger Konzentration zu bewegen, bis ein Gleichgewicht erreicht ist.
Kritische Prozessbedingungen
Präzise Temperaturkontrolle
Um wirksam zu sein, muss der Ofen Temperaturen erreichen, die ausreichen, um in die Austenit-Einphasenregion einzutreten.
Gemäß strengen Standards ist hierfür eine Temperatur von 1300 °C erforderlich. Diese extreme Hitze reduziert den Widerstand des Materials gegen plastische Verformung und liefert die Aktivierungsenergie, die für die effektive Diffusion schwerer substituierender Elemente notwendig ist.
Anhaltende Dauer
Diffusion ist kein sofortiger Prozess. Der Ofen muss diese Spitzentemperatur über einen längeren Zeitraum, typischerweise 12 Stunden, aufrechterhalten.
Diese Dauer stellt sicher, dass der Kern des Barrens die gleiche Temperatur wie die Oberfläche erreicht und dass die Lösungsmittelelemente genügend Zeit haben, sich im gesamten experimentellen Muster zu verteilen.
Atmosphärischer Schutz
Stahl bei 1300 °C in normaler Luft auszusetzen, würde zu schweren Oberflächenschäden führen.
Daher muss der Ofen ein Inertgas-Schutzsystem wie Argon verwenden. Dies schafft eine geschützte Umgebung, die verhindert, dass Sauerstoff mit dem Stahl reagiert, und stellt sicher, dass der Barren frei von übermäßiger Oberflächenoxidation oder Zunder bleibt.
Verständnis der Kompromisse
Thermische Risiken vs. Homogenität
Während höhere Temperaturen die Diffusion beschleunigen, bergen sie auch Risiken. Der Betrieb bei 1300 °C belastet die Ofenkomponenten und die Energieressourcen erheblich.
Darüber hinaus besteht bei signifikanten Temperaturschwankungen die Gefahr einer beginnenden Schmelze an den Korngrenzen, was die mechanischen Eigenschaften der Legierung dauerhaft schädigen kann.
Prozesseffizienz
Die Anforderung eines 12-Stunden-Zyklus stellt einen erheblichen Engpass in der Produktionsdurchlaufzeit dar.
Während eine niedrigere Temperatur (z. B. 1200 °C beim Schmieden) hilft, den Verformungswiderstand zu verringern und den Homogenisierungsprozess einzuleiten, ist der dedizierte 1300 °C-Zyklus oft für die vollständige Beseitigung hartnäckiger dendritischer Entmischungen in hochwertigen Legierungen erforderlich.
Die richtige Wahl für Ihr Ziel treffen
Die spezifischen Parameter, die Sie wählen, hängen vom Gleichgewicht zwischen Materialqualität und betrieblicher Effizienz ab.
- Wenn Ihr Hauptaugenmerk auf absoluter Materialgleichmäßigkeit liegt: Priorisieren Sie den vollständigen Zyklus von 1300 °C für 12 Stunden unter Argon, um eine vollständige Diffusion von Mangan und Silizium zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf der Schmiedevorbereitung liegt: Eine Temperatur von 1200 °C kann ausreichen, um den Verformungswiderstand zu senken und in die Austenitphase einzutreten, obwohl dies möglicherweise keine schweren Entmischungen vollständig behebt.
Letztendlich erfordert echte Homogenisierung ein Engagement für Zeit und Temperaturschutz, um eine Gussstruktur in ein zuverlässiges technisches Material zu verwandeln.
Zusammenfassungstabelle:
| Prozessparameter | Anforderung | Zweck |
|---|---|---|
| Temperatur | 1300 °C | Eintritt in die Austenitphase und Aktivierung der Festkörperdiffusion |
| Haltezeit | ~12 Stunden | Ermöglicht ausreichende Wanderung von Mn- und Si-Atomen |
| Atmosphäre | Inertgas (Argon) | Verhindert Oberflächenoxidation und Zunderbildung bei hoher Hitze |
| Schlüsselergebnis | Materialgleichmäßigkeit | Entfernt dendritische Strukturen für überlegene mechanische Eigenschaften |
Optimieren Sie Ihre Materialgleichmäßigkeit mit KINTEK
Lassen Sie nicht zu, dass dendritische Entmischungen die Leistung Ihrer Legierung beeinträchtigen. Mit fundierter F&E und Fertigung bietet KINTEK eine breite Palette von Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systemen, einschließlich hochpräziser Laboröfen, die vollständig an Ihre Homogenisierungsanforderungen angepasst werden können. Ob Sie eine präzise 1300 °C-Stabilität oder eine fortschrittliche Argonatmosphärenkontrolle benötigen, unser Team liefert die Technologie, um sicherzustellen, dass Ihre technischen Materialien das perfekte Gleichgewicht erreichen.
Bereit, die Präzision Ihrer Wärmebehandlung zu verbessern?
Kontaktieren Sie KINTEK noch heute, um Ihre kundenspezifische Lösung zu besprechen
Visuelle Anleitung
Referenzen
- Monika Krugla, Dave N. Hanlon. Microsegregation Influence on Austenite Formation from Ferrite and Cementite in Fe–C–Mn–Si and Fe–C–Si Steels. DOI: 10.3390/met14010092
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- 1400℃ Hochtemperatur-Laborrohrofen mit Aluminiumoxidrohr
- 1700 °C Hochtemperatur-Labor-Rohroofen mit Aluminiumoxid-Rohr
- 1700℃ Gesteuerter Ofen mit inerter Stickstoffatmosphäre
- Hochtemperatur-Muffelofen für das Entbindern und Vorsintern im Labor
- 1700℃ Hochtemperatur Muffelofen Ofen für Labor
Andere fragen auch
- Welche Rolle spielen Hochleistungs-Box- oder Röhrenöfen beim Sintern von LATP? Master-Densifizierung & Ionenleitfähigkeit
- Was ist die Funktion eines Ofens bei der Behandlung von CuAlMn-Legierungen? Perfekte mikrostrukturelle Homogenisierung erreichen
- Was ist der Mechanismus eines Hochtemperatur-Ofens beim Sintern von Bi-2223? Präzise Phasentransformation erreichen
- Wie ermöglicht ein Hochtemperatur-Rohröfen die Schwefelschmelzdiffusion? Präzise Heizung für PCFC/S-Kathoden
- Welche Faktoren sollten bei der Auswahl eines Hochtemperatur-Rohrofens berücksichtigt werden? Sichern Sie Präzision und Zuverlässigkeit für Ihr Labor



















