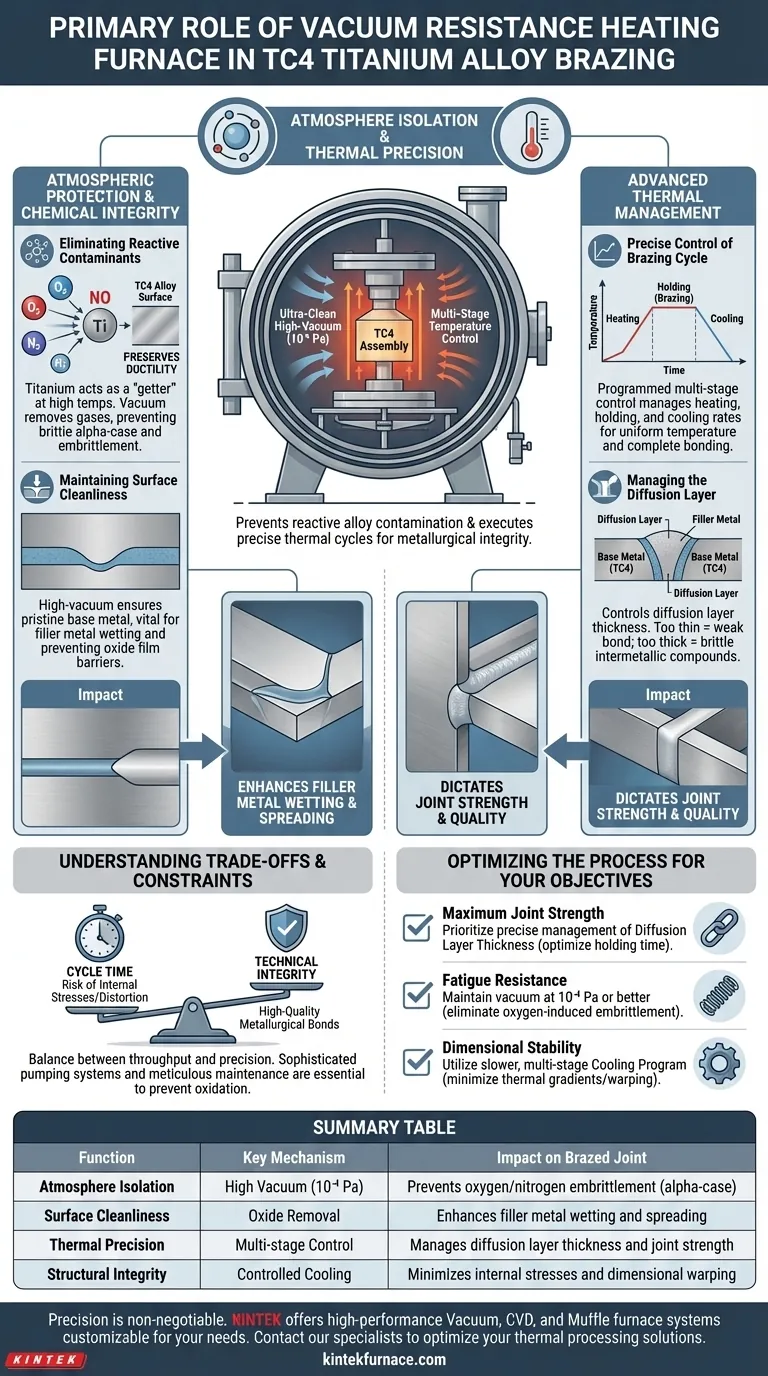
Der Vakuum-Widerstandsheizofen erfüllt zwei kritische Funktionen beim Hartlöten von TC4-Titanlegierungen: Atmosphärenisolierung und thermische Präzision. Er schafft eine ultrareine Hochvakuumumgebung (typischerweise 10⁻⁴ Pa), um zu verhindern, dass Titan mit atmosphärischen Gasen reagiert, und bietet gleichzeitig die mehrstufige Temperaturregelung, die zur Steuerung des Schmelzens von Füllmetallen und des Wachstums der Diffusionsschicht erforderlich ist.
Die Hauptaufgabe des Ofens besteht darin, die metallurgische Integrität zu gewährleisten, indem die reaktive TC4-Legierung von Verunreinigungen isoliert wird, die zu Versprödung führen, und gleichzeitig ein präziser thermischer Zyklus ausgeführt wird, der die Festigkeit und Qualität der gelöteten Verbindung bestimmt.

Atmosphaerischer Schutz und chemische Integrität
Beseitigung reaktiver Verunreinigungen
Titanlegierungen wie TC4 sind bei hohen Temperaturen extrem reaktiv und wirken als "Fänger" für Sauerstoff, Stickstoff und Wasserstoff. Wenn diese Gase während des Lötens vorhanden sind, lösen sie sich im Titan auf und bilden eine spröde Oberflächenschicht, die als Alpha-Haut bekannt ist. Der Vakuumofen eliminiert diese Gase, verhindert Materialversprödung und erhält die inhärente Duktilität der Legierung.
Aufrechterhaltung der Oberflächensauberkeit
Eine Hochvakuumumgebung (typischerweise um 10⁻⁴ Pa) stellt sicher, dass die Oberfläche des Grundmetalls makellos bleibt. Dieses Maß an Sauberkeit ist entscheidend dafür, dass das Füllmetall die Verbindungsfläche effektiv benetzt und sich verteilt. Ohne ein Hochvakuum würden sich sofort Oxidfilme bilden, die als Barriere wirken und verhindern, dass das Füllmetall mit dem TC4-Substrat bindet.
Fortgeschrittene thermische Verwaltung
Präzise Steuerung des Lötzyklus
Beim Hartlöten muss die Baugruppe auf einen bestimmten Punkt erhitzt werden, an dem das Füllmetall schmilzt, die TC4-Grundlegierung jedoch fest bleibt. Der Ofen verwendet eine programmierte mehrstufige Temperaturregelung zur Steuerung der Heiz-, Halte- und Kühlraten. Diese Präzision stellt sicher, dass die gesamte Komponente eine gleichmäßige Temperatur erreicht, wodurch lokale Überhitzung oder unvollständige Bindung verhindert wird.
Verwaltung der Diffusionsschicht
Die Festigkeit einer gelöteten Verbindung hängt von der Diffusionsschicht ab – der Zone, in der sich die Atome des Füll- und Grundmetalls vermischen. Die Fähigkeit des Ofens, bestimmte Temperaturen für exakte Zeitdauern zu halten, ermöglicht es Ingenieuren, die Dicke dieser Schicht zu kontrollieren. Wenn die Schicht zu dünn ist, ist die Verbindung schwach; wenn sie zu dick ist, können spröde intermetallische Verbindungen entstehen, die die Zähigkeit der Verbindung beeinträchtigen.
Verständnis der Kompromisse und Einschränkungen
Zykluszeit vs. technische Integrität
Das Erreichen eines Hochvakuumzustands und die Durchführung eines mehrstufigen thermischen Zyklus ist ein zeitaufwändiger Prozess. Während eine schnellere Kühlung den Durchsatz erhöhen könnte, besteht die Gefahr von internen Spannungen oder Verzerrungen der präzisionsgefertigten Komponenten. Ingenieure müssen die Notwendigkeit hochwertiger metallurgischer Verbindungen mit den wirtschaftlichen Realitäten langer Ofenzyklen in Einklang bringen.
Empfindlichkeit und Kosten der Ausrüstung
Der Betrieb bei 10⁻⁴ Pa erfordert hochentwickelte Pumpsysteme und sorgfältige Wartung, um Lecks zu verhindern. Jeder geringfügige Bruch der Vakuumintegrität während des Heizzyklus kann zur Oxidation der gesamten Charge führen. Dieses risikoreiche Umfeld erfordert strenge Reinigungsprotokolle vor dem Löten und eine ständige Überwachung der Ofenleistung.
Optimierung des Prozesses für Ihre Ziele
Um die besten Ergebnisse beim Hartlöten von TC4 zu erzielen, sollten Ihre Betriebsparameter mit den spezifischen Anforderungen Ihrer Endanwendung übereinstimmen.
- Wenn Ihr Hauptaugenmerk auf maximaler Verbindungsfestigkeit liegt: Priorisieren Sie die präzise Steuerung der Diffusionsschichtdicke durch Optimierung der Haltezeit bei der Löttemperatur.
- Wenn Ihr Hauptaugenmerk auf Ermüdungsbeständigkeit liegt: Stellen Sie sicher, dass der Vakuumgrad bei 10⁻⁴ Pa oder besser gehalten wird, um jede Spur von sauerstoffinduzierter Versprödung zu eliminieren.
- Wenn Ihr Hauptaugenmerk auf Dimensionsstabilität liegt: Verwenden Sie ein langsameres, mehrstufiges Kühlprogramm, um thermische Gradienten zu minimieren und Verzug der Komponenten zu verhindern.
Der Vakuum-Widerstandsofen ist nicht nur eine Wärmequelle, sondern ein hochentwickelter chemischer und thermischer Reaktor, der die endgültigen mechanischen Eigenschaften der TC4-Baugruppe bestimmt.
Zusammenfassungstabelle:
| Funktion | Schlüsselmechanismus | Auswirkung auf die gelötete Verbindung |
|---|---|---|
| Atmosphärenisolierung | Hochvakuum (10⁻⁴ Pa) | Verhindert Sauerstoff/Stickstoff-Versprödung (Alpha-Haut) |
| Oberflächensauberkeit | Oxidentfernung | Verbessert das Benetzen und Verteilen des Füllmetalls |
| Thermische Präzision | Mehrstufige Steuerung | Steuert die Dicke der Diffusionsschicht und die Verbindungsfestigkeit |
| Strukturelle Integrität | Gesteuerte Kühlung | Minimiert interne Spannungen und Dimensionsverzug |
Präzision ist beim Hartlöten reaktiver Legierungen wie TC4 nicht verhandelbar. Mit fachkundiger F&E und Fertigung bietet KINTEK Hochleistungs-Vakuum-, CVD- und Muffelofensysteme, die für Ihre einzigartigen Labor- und Industrieanforderungen angepasst werden können. Ob Sie überlegene Verbindungsfestigkeit oder Ermüdungsbeständigkeit benötigen, unsere Ausrüstung liefert die exakte thermische und atmosphärische Kontrolle, die Sie für Ihren Erfolg benötigen. Kontaktieren Sie noch heute unsere Spezialisten, um Ihre thermischen Prozesslösungen zu optimieren.
Visuelle Anleitung
Referenzen
- Yibin Wu, Kun Liu. Effect of Brazing Temperature and Holding Time on the Interfacial Microstructure and Properties of TC4-Brazed Joints with Ti-Zr-Cu-Ni Amorphous Filler. DOI: 10.3390/ma18112471
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- Vakuum-Wärmebehandlungsofen zum Sintern und Löten
- 2200 ℃ Wolfram-Vakuum-Wärmebehandlungs- und Sinterofen
- Kleiner Vakuum-Wärmebehandlungs- und Sinterofen für Wolframdraht
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
- Molybdän-Vakuum-Wärmebehandlungsofen
Andere fragen auch
- Was sind die technischen Vorteile der Verwendung von Ti-35Ni-25Nb-Folie? Hohe Zähigkeit und Beta-Phasen-Stabilität.
- Was sind die Vorteile der Verwendung von Vakuumwärmebehandlungsöfen für Metalllegierungen? Erreichen Sie überlegene Metalleigenschaften und -leistungen
- Was ist die Funktion von industriellen Vakuum-Wärmebehandlungsöfen? Steigerung der Qualität von 3D-gedrucktem Maraging-Stahl
- Wie hoch ist die Temperatur beim Hartlöten im Vakuumofen? Optimieren Sie Ihre Verbindungsfestigkeit und Sauberkeit
- Welche Bedeutung hat das Vakuumlöten in der modernen Fertigung? Erzielen Sie starke, reine Verbindungen für kritische Anwendungen















