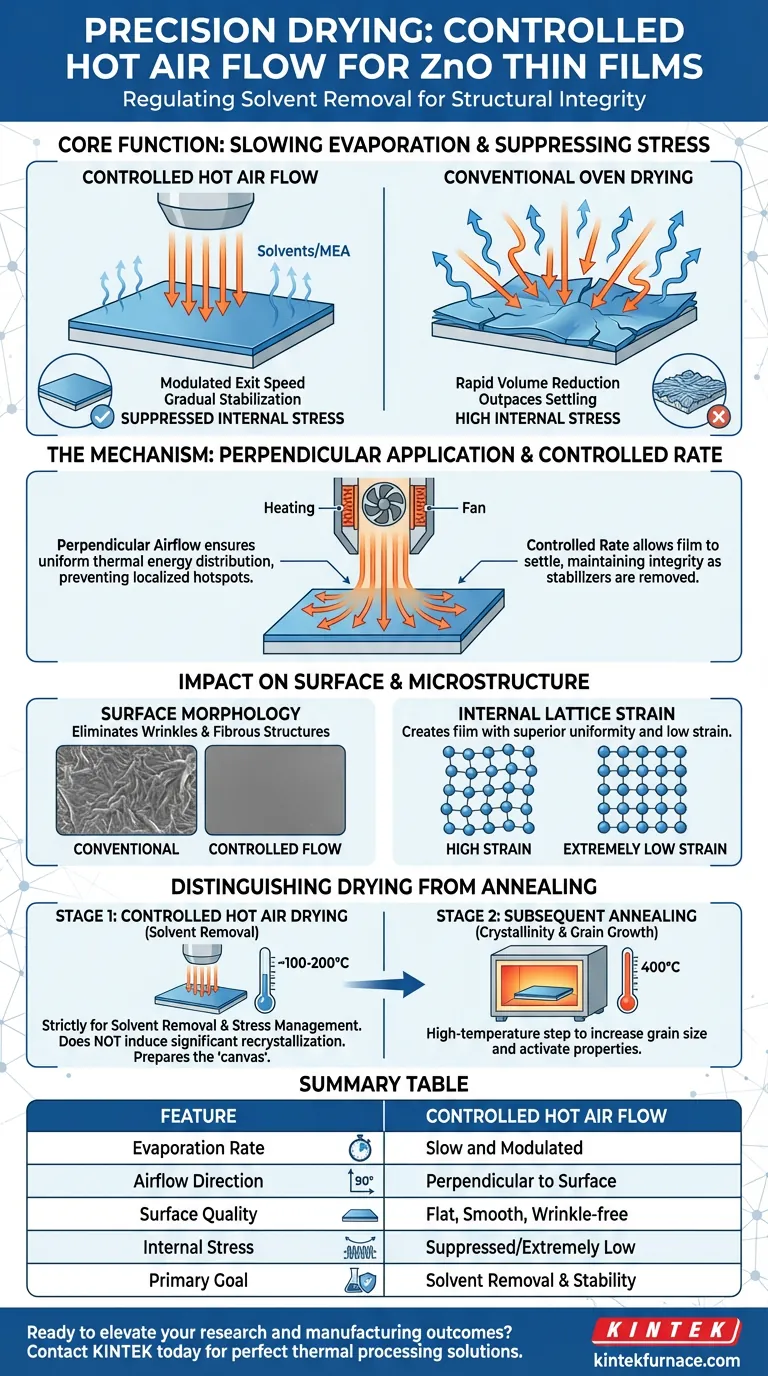
Die kontrollierte Heißluftstrombehandlung dient als Präzisionsmechanismus zur Regulierung der Lösungsmittelentfernungsrate während der Trocknungsphase der Zinkoxid (ZnO)-Dünnschichtproduktion. Durch das Anwenden von Wärme senkrecht zur Filmoberfläche verlangsamt dieser Prozess bewusst die Verdampfung von Lösungsmitteln und Stabilisatoren wie Monoethanolamin (MEA), wodurch strukturelle Schäden verhindert werden, die oft durch schnelles Trocknen verursacht werden.
Die Kernfunktion dieser Behandlung besteht darin, innere Spannungen zu unterdrücken, die durch Schrumpfung verursacht werden. Durch die Moderation der Verdampfungsrate wird eine flachere, gleichmäßigere Oberfläche gewährleistet, die frei von Falten und faserigen Strukturen ist, die bei der herkömmlichen Ofentrocknung auftreten.
Der Mechanismus der Spannungsreduzierung
Kontrollierte Verdampfungsrate
Der primäre Mechanismus ist die Verlangsamung der Verdampfung. Bei der Standardtrocknung verlassen Lösungsmittel das Material schnell, was zu einer Volumenreduzierung führt, die die Fähigkeit des Materials, sich zu setzen, übersteigt.
Der kontrollierte Heißluftstrom moduliert diese Austrittsgeschwindigkeit. Dies ermöglicht es dem Film, sich allmählich zu stabilisieren und seine strukturelle Integrität zu erhalten, während die Stabilisatoren (MEA) entfernt werden.
Senkrechte Anwendung
Die Richtung des Luftstroms ist entscheidend. Das Anwenden der Heißluft senkrecht stellt sicher, dass die Wärmeenergie und der Luftstrom gleichmäßig über die Filmoberfläche verteilt werden.
Dies verhindert lokale Hotspots oder ungleichmäßige Trocknungsgradienten, die Verzug oder mechanisches Versagen innerhalb der Dünnschichtschichten verursachen könnten.
Auswirkungen auf die Oberflächenmorphologie
Beseitigung von Oberflächenfehlern
Schnelle Schrumpfung bei herkömmlichen Methoden führt oft zu physikalischen Verformungen, insbesondere zu Falten und faserigen Strukturen.
Durch die Verlangsamung des Trocknungsprozesses beseitigt der kontrollierte Heißluftstrom diese makroskopischen Defekte. Das Ergebnis ist eine deutlich glattere und flachere Oberflächenmorphologie.
Minimierung der inneren Gitterspannung
Über sichtbare Oberflächenverbesserungen hinaus wirkt diese Behandlung auf mikroskopischer Ebene. Sie erzeugt einen Film mit extrem geringer innerer Gitterspannung.
Da das Material nicht gezwungen wird, heftig zu schrumpfen, behält das atomare Gitter eine bessere Gleichmäßigkeit bei und legt den Grundstein für überlegene Materialeigenschaften.
Unterscheidung zwischen Trocknung und Glühen
Die Rolle von Temperaturgrenzen
Es ist wichtig, diesen Trocknungsschritt vom Hochtemperaturglühen zu unterscheiden. Die Heißluftbehandlung dient ausschließlich der Lösungsmittelentfernung und Spannungsbewältigung.
Sie induziert keine signifikante Rekristallisation oder Kornwachstum.
Die Rolle des nachfolgenden Glühens
Während der Heißluftstrom eine flache Oberfläche mit geringer Spannung erzeugt, ist es das nachfolgende Glühen bei 400 °C (typischerweise in einem Muffelofen), das die Kristallinität fördert.
Wie in breiteren Verarbeitungskontexten festgestellt, ist dieser Hochtemperaturschritt erforderlich, um die Korngröße zu erhöhen (z. B. von 7,5 nm auf 15 nm) und die photokatalytischen Eigenschaften zu aktivieren. Die Heißlufttrocknung bereitet lediglich die "Leinwand" für diese spätere Phase vor.
Die richtige Wahl für Ihr Ziel treffen
Um Ihre ZnO-Dünnschichtproduktion zu optimieren, müssen Sie Trocknung und Glühen als ergänzend, nicht als austauschbar betrachten.
- Wenn Ihr Hauptaugenmerk auf Oberflächenebene liegt: Priorisieren Sie kontrollierten Heißluftstrom, um Faltenbildung zu verhindern und die durch schnelle Lösungsmittelverdampfung verursachten inneren Spannungen zu unterdrücken.
- Wenn Ihr Hauptaugenmerk auf Kristallinität und Kornwachstum liegt: Sie müssen nach der Trocknungsphase ein Hochtemperaturglühen (400 °C) durchführen, um die Korngröße zu vergrößern und Grenzflächendefekte zu reduzieren.
Zusammenfassung: Kontrollierter Heißluftstrom ist der entscheidende Vorbereitungsschritt, der physikalische Gleichmäßigkeit und geringe Spannung gewährleistet und nachfolgende thermische Prozesse ermöglicht, um die Leistung des Materials zu maximieren.
Zusammenfassungstabelle:
| Merkmal | Kontrollierter Heißluftstrom | Herkömmliche Ofentrocknung |
|---|---|---|
| Verdampfungsrate | Langsam und moduliert | Schnell und unkontrolliert |
| Luftstromrichtung | Senkrecht zur Oberfläche | Umgebungs-/Mehrgerichtet |
| Oberflächenqualität | Flach, glatt, faltenfrei | Anfällig für Falten und Fasern |
| Innere Spannung | Unterdrückt/extrem gering | Hoch aufgrund schneller Schrumpfung |
| Hauptziel | Lösungsmittelentfernung & Stabilität | Grundlegende Trocknung |
Präzisionswärmebehandlung für überlegene Dünnschichtqualität
Maximieren Sie die strukturelle Integrität Ihrer ZnO-Dünnschichten mit präzisionsgefertigten Heizlösungen. Ob Sie kontrollierte Luftstromsysteme zur Vermeidung von Oberflächenfehlern oder Hochtemperaturöfen für kritische Glühschritte benötigen, KINTEK bietet die Expertise, die Sie brauchen.
Gestützt auf erstklassige F&E und Fertigung bietet KINTEK eine umfassende Palette von Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systemen, die alle vollständig an Ihre individuellen Labor- oder Produktionsanforderungen angepasst werden können. Sorgen Sie mit unseren fortschrittlichen Hochtemperatur-Laböfen für geringe Gitterspannung und optimales Kornwachstum in Ihren Materialien.
Bereit, Ihre Forschungs- und Produktionsergebnisse zu verbessern? Kontaktieren Sie KINTEK noch heute, um die perfekte thermische Verarbeitungslösung für Ihre Bedürfnisse zu finden.
Visuelle Anleitung
Referenzen
- Radka Gegova-Dzhurkova, I. Miloushev. Enhanced Photocatalytic Performance under Ultraviolet and Visible Light Illumination of ZnO Thin Films Prepared by Modified Sol-Gel Method. DOI: 10.3390/molecules29174005
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- 1700℃ Gesteuerter Ofen mit inerter Stickstoffatmosphäre
- 1200℃ Schutzgasofen mit kontrollierter Stickstoffatmosphäre
- Ofen mit kontrollierter inerter Stickstoff-Wasserstoff-Atmosphäre
- Mesh Belt Ofen mit kontrollierter Atmosphäre Ofen mit inerter Stickstoffatmosphäre
- Chairside Dental Porzellan-Zirkonoxid-Sinterofen mit Transformator für keramische Restaurationen
Andere fragen auch
- Was sind die Anwendungsgebiete von Inertgasöfen? Unverzichtbar für Metallverarbeitung, Elektronik und Additive Fertigung
- Welche Rolle spielt ein Hochtemperatur-Inertgasofen bei der Karbonisierung? Optimieren Sie Ihre Kohlenstoffausbeute
- Wofür wird Stickstoff in einem Ofen verwendet? Oxidation verhindern und Qualität der Wärmebehandlung steuern
- Warum ist ein atmosphärenkontrollierter Ofen für die NMC811-Synthese notwendig? Optimieren Sie Batteriekapazität & Struktur
- Was ist der Zweck einer chemisch inerten Atmosphäre in einem Ofen? Schutz von Materialien vor Oxidation und Kontamination



















