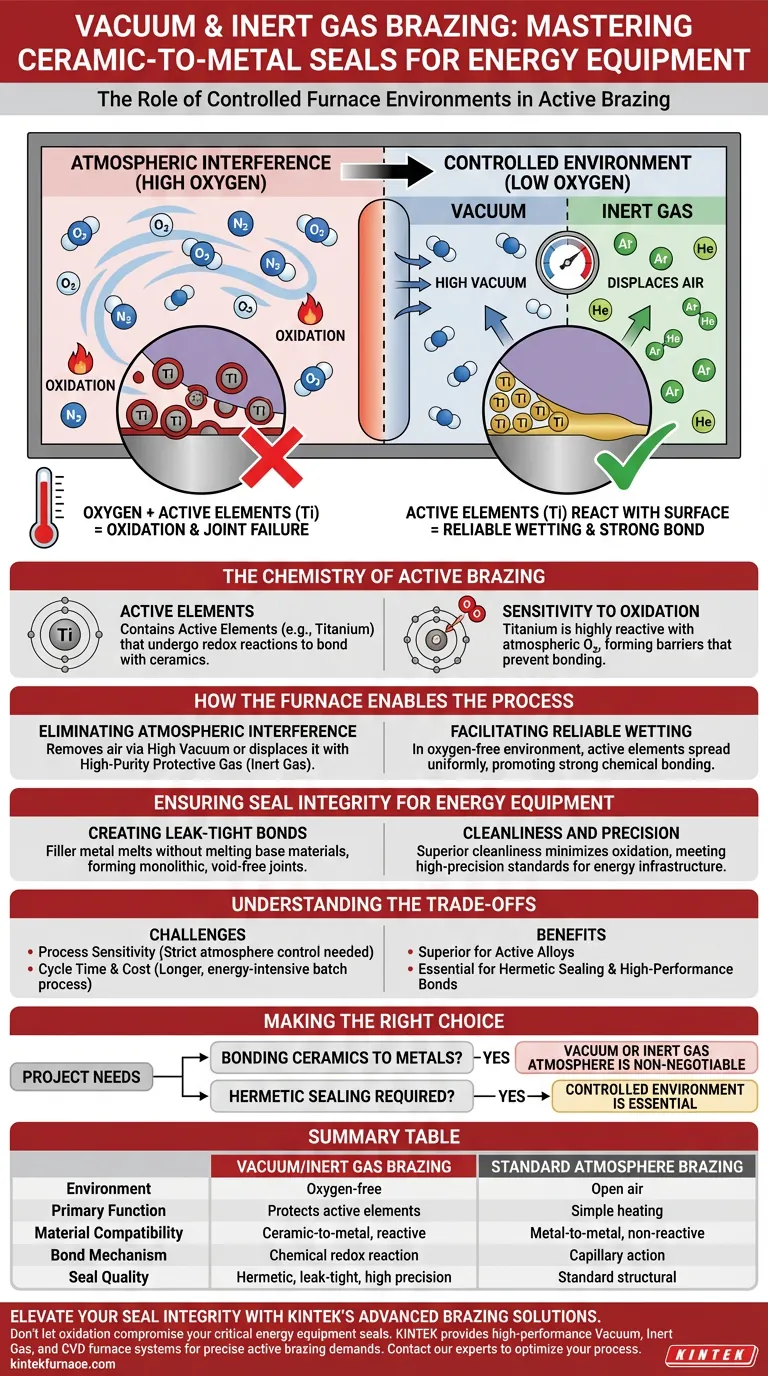
Die Hauptfunktion eines Vakuum- oder Inertgas-Hartlöt-Ofens besteht darin, eine streng kontrollierte, sauerstoffarme Umgebung zu schaffen. Durch das Erzeugen eines Hochvakuum- oder das Füllen der Kammer mit hochreinem Schutzgas verhindert der Ofen, dass atmosphärischer Sauerstoff die hochreaktive Chemie stört, die für die Verbindung von Metallen mit Keramiken erforderlich ist.
Kernbotschaft Aktives Hartlöten basiert auf "aktiven" chemischen Elementen, die effektiv eine Keramikoberfläche angreifen, um eine Verbindung herzustellen. Da diese Elemente sofort mit Luftsauerstoff reagieren, ist eine spezielle Ofenumgebung zwingend erforderlich, um sicherzustellen, dass sie mit den Oberflächen der Komponenten und nicht mit der Atmosphäre reagieren.
Die Chemie des aktiven Hartlötens
Um die Rolle des Ofens zu verstehen, müssen Sie zunächst die besonderen Anforderungen von aktiven Lötmitteln (ABA) verstehen.
Die Rolle aktiver Elemente
Standard-Hartlöten beruht auf Kapillarwirkung, aktives Hartlöten nutzt chemische Reaktionen.
ABA enthalten "aktive" Elemente, insbesondere Titan (Ti). Diese Elemente sind so konzipiert, dass sie Redoxreaktionen mit Keramikoberflächen eingehen, was eine Verbindung ermöglicht, wo normalerweise keine vorhanden wäre.
Die Empfindlichkeit gegenüber Oxidation
Die Stärke von Titan ist auch seine Schwäche bei der Verarbeitung: Es ist hochreaktiv mit atmosphärischem Sauerstoff.
Wenn Sauerstoff in der Ofenkammer vorhanden ist, wird das Titan ihn aufnehmen und sofort oxidieren. Dies schafft eine Barriere, die verhindert, dass das Lötmittel mit den Grundwerkstoffen interagiert, was zu einem Fehlschlag der Verbindung führt.
Wie der Ofen den Prozess ermöglicht
Der Ofen fungiert als Schutzschild und bewahrt das chemische Potenzial des Lötmittels.
Beseitigung atmosphärischer Störungen
Der Ofen entfernt Luft bis zu einem extremen Grad.
Durch die Erzeugung eines Hochvakuum-Systems werden Sauerstoffmoleküle physisch extrahiert, die den Prozess sonst kontaminieren würden. Alternativ kann die Kammer mit einem hoch-reinen Schutzgas (Inertgas) gefüllt werden, um die Luft zu verdrängen.
Ermöglichung zuverlässiger Benetzung
Sobald der Sauerstoff entfernt ist, können die aktiven Elemente ihre Arbeit tun.
In dieser geschützten Umgebung kann das Titan erfolgreich mit der Keramikoberfläche reagieren. Diese Reaktion fördert die Benetzung – die Fähigkeit des geschmolzenen Füllmetalls, sich gleichmäßig über die Oberfläche zu verteilen –, was die Voraussetzung für eine starke Verbindung ist.
Gewährleistung der Dichtungsintegrität für Energiefachausrüstungen
Bei Energiefachausrüstungen sind die Risiken eines Dichtungsversagens oft hoch.
Herstellung von leckagefreien Verbindungen
Dichtungen für Energiefachausrüstungen erfordern oft hermetische Integrität.
Ofen-Hartlöten stellt sicher, dass das Füllmetall schmilzt, ohne die Grundwerkstoffe zu schmelzen, und bildet eine monolithische, leckagefreie Verbindung. Die kontrollierte Umgebung minimiert Hohlräume und Einschlüsse, die zu Leckagen führen könnten.
Sauberkeit und Präzision
Vakuum- und Inertgasöfen bieten im Vergleich zu offenen Verfahren eine überlegene Sauberkeit.
Dies minimiert die Oxidation am fertigen Teil und stellt sicher, dass die Endmontage die hohen Präzisionsstandards erfüllt, die für anspruchsvolle Energieinfrastrukturen erforderlich sind.
Verständnis der Kompromisse
Obwohl Vakuum- oder Inertgas-Hartlöten für aktive Lötmittel überlegen ist, birgt es spezifische betriebliche Herausforderungen.
Prozesssensibilität
Der Prozess lässt wenig Spielraum für Fehler in Bezug auf die Reinheit der Atmosphäre.
Selbst ein geringfügiges Leck im Vakuumsystem oder Verunreinigungen im Inertgasvorrat können das Titan beeinträchtigen, was zu einem fehlerhaften Los führt. Eine strenge Wartung der Ofenatmosphäre ist erforderlich.
Zykluszeit und Kosten
Diese Öfen werden als Batch-Prozesse mit erheblichen Zykluszeiten betrieben.
Das Aufheizen einer Kammer unter Vakuum und das Abkühlen erfordern mehr Zeit und Energie als das kontinuierliche atmosphärische Hartlöten, was zu höheren Kosten pro Teil führt, die nur durch den Bedarf an Hochleistungs-Keramik-Metall-Verbindungen gerechtfertigt sind.
Die richtige Wahl für Ihr Projekt treffen
Die Entscheidung für diese spezielle Ausrüstung wird durch die zu verbindenden Materialien bestimmt.
- Wenn Ihr Hauptaugenmerk auf der Verbindung von Keramiken mit Metallen liegt: Die Vakuum- oder Inertgasatmosphäre ist nicht verhandelbar, um zu verhindern, dass die aktiven Elemente (wie Titan) oxidieren, bevor sie sich verbinden.
- Wenn Ihr Hauptaugenmerk auf der hermetischen Abdichtung liegt: Die kontrollierte Umgebung ist unerlässlich, um hohlraumfreie, leckagefreie Verbindungen für Energieanwendungen herzustellen.
Letztendlich ist der Ofen nicht nur eine Wärmequelle; er ist ein chemisches Reaktionsgefäß, das aktives Hartlöten physikalisch ermöglicht.
Zusammenfassungstabelle:
| Merkmal | Vakuum-/Inertgas-Hartlöten | Standard-Atmosphären-Hartlöten |
|---|---|---|
| Umgebung | Sauerstofffrei (Hochvakuum oder Inertgas) | Offene Luft oder Standardatmosphäre |
| Hauptfunktion | Schützt aktive Elemente (Ti) vor Oxidation | Einfaches Erhitzen von Lötmitteln |
| Materialkompatibilität | Keramik-Metall, reaktive Legierungen | Metall-Metall, nicht-reaktive Legierungen |
| Verbindungsmechanismus | Chemische Redoxreaktion (Benetzung) | Kapillarwirkung |
| Dichtungsqualität | Hermetisch, leckagefrei, hohe Präzision | Standard-Strukturverbindungen |
Verbessern Sie Ihre Dichtungsintegrität mit KINTEKs fortschrittlichen Lötungslösungen
Lassen Sie nicht zu, dass Oxidation Ihre kritischen Energiefachausrüstungs-Dichtungen beeinträchtigt. Bei KINTEK sind wir auf die Bereitstellung von Hochleistungs-Vakuum-, Inertgas- und CVD-Ofensystemen spezialisiert, die für die präzisen Anforderungen des aktiven Hartlötens entwickelt wurden. Unterstützt durch erstklassige F&E und Weltklasse-Fertigung gewährleisten unsere anpassbaren Hochtemperaturöfen die zuverlässige Benetzung und hermetische Abdichtung, die für Ihre einzigartigen Keramik-Metall-Anwendungen erforderlich sind.
Bereit, Ihren Lötprozess zu optimieren? Kontaktieren Sie noch heute unsere Ingenieure, um zu erfahren, wie KINTEKs Präzisionsausrüstung die Effizienz Ihres Labors und die Zuverlässigkeit Ihrer Produkte verbessern kann.
Visuelle Anleitung
Referenzen
- Jian Feng, Antonio Hurtado. Active Brazing for Energy Devices Sealing. DOI: 10.3390/jeta2010001
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- Vakuum-Wärmebehandlungsofen zum Sintern und Löten
- 1400℃ Gesteuerter Ofen mit inerter Stickstoffatmosphäre
- 1200℃ Schutzgasofen mit kontrollierter Stickstoffatmosphäre
- Vakuum-Induktionsschmelzofen und Lichtbogenschmelzofen
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
Andere fragen auch
- Welche Bedeutung hat das Vakuumlöten in der modernen Fertigung? Erzielen Sie starke, reine Verbindungen für kritische Anwendungen
- Welche Rolle spielen Hochpräzisionsöfen bei der Wärmebehandlung von Inconel 718? Master Microstructural Engineering
- Was ist die Funktion von industriellen Vakuum-Wärmebehandlungsöfen? Steigerung der Qualität von 3D-gedrucktem Maraging-Stahl
- Was sind die Vorteile der Verwendung von Vakuumwärmebehandlungsöfen für Metalllegierungen? Erreichen Sie überlegene Metalleigenschaften und -leistungen
- Was ist eine der wichtigsten Anwendungen von Vakuum-Wärmebehandlungsöfen in der Luft- und Raumfahrt? Erzielung überlegener Festigkeit in Flugzeuglegierungen



















