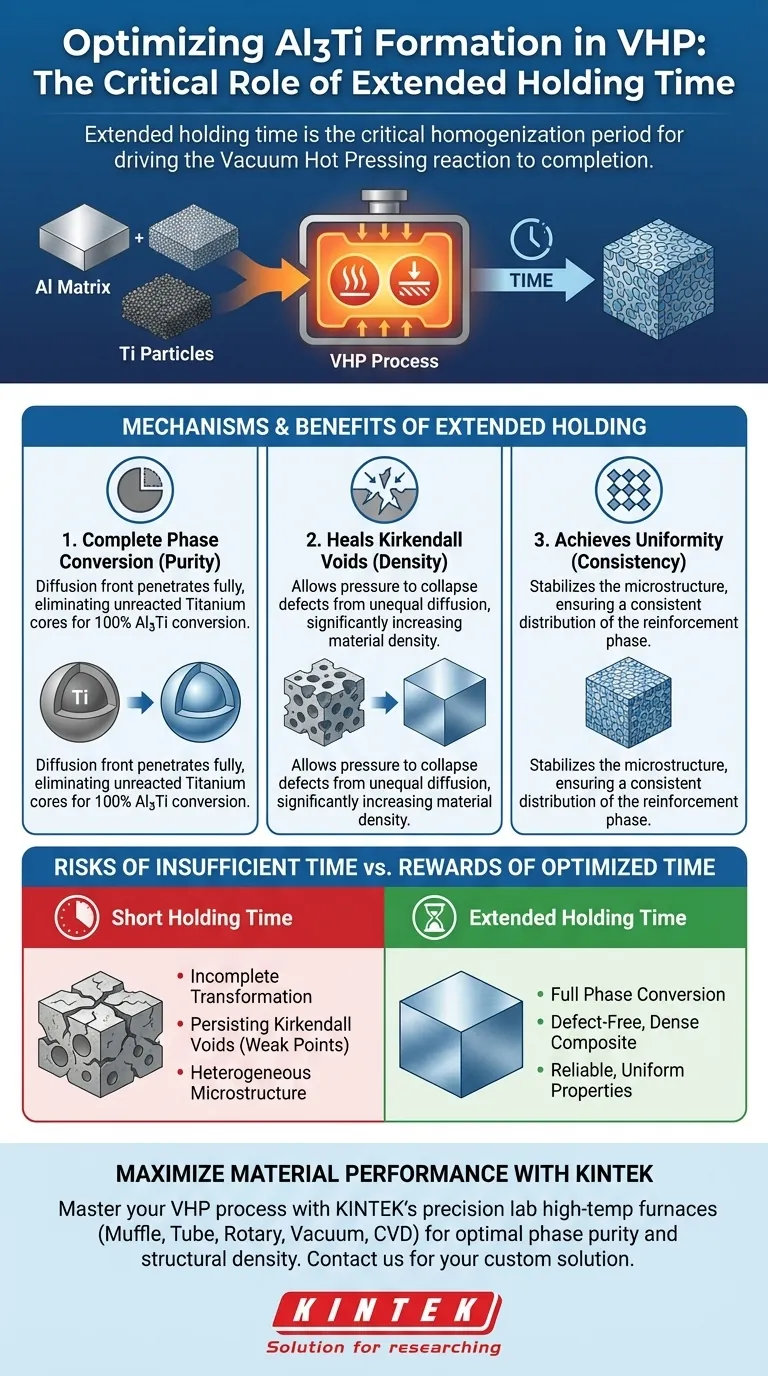
Die verlängerte Haltezeit fungiert als kritische Homogenisierungsperiode im Vakuum-Heißpressen (VHP)-Prozess. Durch die Aufrechterhaltung der Reaktionstemperatur über einen längeren Zeitraum wird genügend Zeit für die atomare Interdiffusion zwischen Aluminium und Titan eingeräumt. Dies führt direkt zur Eliminierung unreagierter Titan-Kerne, zur Schaffung einer gleichmäßigen Al3Ti-Phase und zur Heilung diffusionsinduzierter Defekte, die als Kirkendall-Leerstellen bekannt sind.
Während die Temperatur die Energie zur Einleitung der Reaktion liefert, ist die Haltezeit das, was sie zum Abschluss treibt. Die Verlängerung dieser Dauer ist unerlässlich, um eine reine Verstärkungsphase frei von Resttitan und struktureller Porosität zu gewährleisten.
Mechanismen der Phasenbildung
Um zu verstehen, warum die Haltezeit die Qualität der Al3Ti-Phase bestimmt, müssen wir das atomare Verhalten während der Halteperiode betrachten.
Erleichterung der atomaren Interdiffusion
Bei der eingestellten Reaktionstemperatur ist die Bildung der Verstärkungsphase ein zeitabhängiger Diffusionsprozess.
Das Halten der Wärme ermöglicht es Aluminium- und Titanatomen, über Grenzschichten zu wandern. Ohne diese anhaltende thermische Einwirkung bleibt die Wechselwirkung zwischen den Metallen oberflächlich.
Eliminierung unreagierter Kerne
Eines der Hauptziele von VHP ist die vollständige Umwandlung. Kurze Haltezeiten lassen oft die Zentren der Titanpartikel unberührt.
Die Verlängerung der Haltezeit stellt sicher, dass die Diffusionsfront vollständig in die Titanpartikel eindringt. Dies entfernt effektiv restliches metallisches Titan und wandelt die Partikelkerne vollständig in die gewünschte intermetallische Al3Ti-Phase um.
Strukturelle Integrität und Defekte
Über die chemische Zusammensetzung hinaus wird die physikalische Struktur des Verbundwerkstoffs stark davon beeinflusst, wie lange das Material unter Druck und Temperatur gehalten wird.
Erreichung der Phasenuniformität
Eine konsistente Mikrostruktur erfordert eine vollständige Reaktion in der gesamten Matrix.
Eine verlängerte Haltezeit ermöglicht die Stabilisierung der neu gebildeten Al3Ti-Phase. Dies führt zu einer gleichmäßigen Verteilung der Verstärkungsphase und vermeidet Cluster von unreagiertem Material oder Gradienten in der Zusammensetzung.
Heilung von Kirkendall-Leerstellen
Der Diffusionsprozess erzeugt naturgemäß Defekte, die als Kirkendall-Leerstellen bekannt sind und aufgrund der ungleichen Diffusionsraten von Aluminium und Titan entstehen.
Die Verlängerung der Haltezeit ist die primäre Methode zur Behebung dieses Problems. Sie ermöglicht es dem VHP-Prozess, Wärme und Druck lange genug anzuwenden, um diese Leerstellen zu kollabieren, was zu einem dichteren und strukturell solideren Endverbundwerkstoff führt.
Die Risiken unzureichender Zeit
Bei der Optimierung eines Herstellungszyklus ist es verlockend, Zykluszeiten zu verkürzen. Der Verweis hebt jedoch spezifische Risiken hervor, die mit einer Verkürzung der Haltephase verbunden sind.
Anhaltende strukturelle Schwächen
Wenn die Haltezeit verkürzt wird, werden die Mechanismen zur Heilung von Diffusionsdefekten vorzeitig gestoppt.
Dadurch bleiben Kirkendall-Leerstellen in der Materialmatrix erhalten. Diese Leerstellen wirken als Spannungskonzentratoren und reduzieren die mechanische Integrität des Endprodukts erheblich.
Unvollständige Phasenumwandlung
Die Beschleunigung des Prozesses birgt das Risiko einer heterogenen Mikrostruktur.
Ohne ausreichende Zeit bleibt der Verbundwerkstoff eine Mischung aus reagierten Grenzschichten und unreagierten Kernen. Dies verhindert, dass das Material die gleichmäßigen Eigenschaften erreicht, die von einem vollständig ausgebildeten Al3Ti-verstärkten Verbundwerkstoff erwartet werden.
Die richtige Wahl für Ihr Ziel treffen
Die Optimierung Ihres VHP-Profils erfordert die Priorisierung der spezifischen Materialeigenschaften, die Sie benötigen.
- Wenn Ihr Hauptaugenmerk auf der Phasenreinheit liegt: Verlängern Sie die Haltezeit, um sicherzustellen, dass die Diffusionsfront das Zentrum aller Titanpartikel erreicht und unreagierte Kerne eliminiert werden.
- Wenn Ihr Hauptaugenmerk auf der Materialdichte liegt: Priorisieren Sie eine längere Haltezeit, um genügend Zeit für den Druck zu ermöglichen, die während der Reaktion entstandenen Kirkendall-Leerstellen zu kollabieren und zu heilen.
Der Erfolg von VHP beruht darauf, Zeit als aktive Variable zu behandeln, die Defekte heilt und die Materialstruktur abschließt.
Zusammenfassungstabelle:
| Auswirkung der verlängerten Haltezeit | Auswirkung auf Al3Ti-Phase & Verbundwerkstoffqualität |
|---|---|
| Atomare Interdiffusion | Ermöglicht die vollständige Wanderung von Al- und Ti-Atomen über Grenzschichten. |
| Phasenumwandlung | Eliminiert unreagierte Titan-Kerne und gewährleistet eine 100%ige Umwandlung in Al3Ti. |
| Mikrostruktur | Fördert eine gleichmäßige Phasenverteilung in der gesamten Materialmatrix. |
| Defektmanagement | Kollabiert und heilt Kirkendall-Leerstellen für überlegene Materialdichte. |
| Mechanische Integrität | Reduziert Spannungskonzentratoren durch Entfernung von struktureller Porosität und Leerstellen. |
Maximieren Sie Ihre Materialleistung mit KINTEK
Das Erreichen des perfekten Gleichgewichts zwischen Temperatur, Druck und Haltezeit ist für hochwertige Al3Ti-Verstärkungen unerlässlich. Bei KINTEK bieten wir die Präzisionsausrüstung, die für die Beherrschung des Vakuum-Heißpressprozesses erforderlich ist.
Unterstützt durch erstklassige F&E und Fertigung bietet KINTEK Muffel-, Rohr-, Rotations-, Vakuum-, CVD-Systeme und andere Hochtemperaturöfen für Labore, die alle vollständig an Ihre individuellen Materialwissenschaftsanforderungen angepasst werden können. Ob Sie eine vollständige Phasenreinheit oder maximale strukturelle Dichte anstreben, unsere Systeme bieten die Stabilität und Kontrolle, die für Spitzenleistungen erforderlich sind.
Bereit, Ihren VHP-Prozess zu optimieren? Kontaktieren Sie uns noch heute, um Ihre individuelle Lösung zu finden!
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Heißpressen-Ofenmaschine für Laminierung und Erwärmung
- Vakuum-Heißpressen-Ofen Maschine Beheizte Vakuumpresse
- Vakuum-Heißpressofen Maschine Beheizter Vakuum-Pressrohr-Ofen
- 600T Vakuum-Induktions-Heißpresse Vakuum-Wärmebehandlung und Sinterofen
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
Andere fragen auch
- Welche Überlegungen leiten die Auswahl von Heizelementen und Druckbeaufschlagungsmethoden für eine Vakuum-Heißpresse?
- Was sind die Hauptkomponenten eines Vakuum-Heizpressenofens? Beherrschen Sie die Kernsysteme für die präzise Materialverarbeitung
- Wie haben Vakuum-Heißpressöfen die Materialverarbeitung revolutioniert? Erzielen Sie überlegene Dichte und Reinheit
- Wie fördert ein Vakuum-Heizpressofen die Verdichtung bei der Herstellung von Graphitflocken/Kupfer-Verbundwerkstoffen? Erzielen Sie überlegene Verbundwerkstoffe
- Welche Industrien profitieren von der Verwendung von Vakuum-Heißpressöfen? Erschließen Sie Hochleistungswerkstoffe für Ihre Branche

















