Für die Herstellung von Fe-Cu-Verbundwerkstoffen ist das Vakuum-Heißpresssintern der Funkenerwärmungssinterung (SPS) in Bezug auf Materialqualität und industrielle Machbarkeit technisch überlegen. Während SPS schnelle Verarbeitungsgeschwindigkeiten bietet, liefert das Vakuum-Heißpresssintern die gleichmäßige thermische Umgebung, die für optimale Dichte und strukturelle Integrität in Fe-Cu-Systemen erforderlich ist.
Kernbotschaft Während die Funkenerwärmungssinterung (SPS) durch Geschwindigkeit besticht, ist das Vakuum-Heißpresssintern die bevorzugte Methode für Fe-Cu-Verbundwerkstoffe, da es eine stabile flüssige Phase und ein gleichmäßiges thermisches Feld bietet. Dies führt zu höherer Dichte, besserer Materialorganisation und deutlich geringeren Produktionskosten, die für die industrielle Skalierung geeignet sind.

Materialqualität und Mikrostruktur
Erreichen überlegener Dichte
Der Hauptvorteil des Vakuum-Heißpresssinterns für Fe-Cu-Verbundwerkstoffe ist die Schaffung eines gleichmäßigen thermischen Feldes. Im Gegensatz zur schnellen, gepulsten Erwärmung von SPS behält das Heißpressen ein konsistentes Temperaturprofil im gesamten Material bei.
Diese Gleichmäßigkeit ermöglicht eine stabilere Fließzeit der flüssigen Phase. Bei einem Fe-Cu-System ist es entscheidend, sicherzustellen, dass die flüssige Kupferphase die Hohlräume zwischen den Eisenpartikeln ausreichend füllt, um eine hohe Dichte zu erreichen.
Kontrolle der atomaren Diffusion
Das Vakuum-Heißpresssintern verwendet typischerweise längere Haltezeiten für Temperatur und Druck im Vergleich zu SPS.
Diese verlängerte Dauer ermöglicht ausreichende atomare Diffusionsreaktionen. Sie ermöglicht die Bildung einer dickeren, ausgeprägteren Diffusionsübergangsschicht zwischen Eisen und Kupfer, was für eine starke Grenzflächenbindung unerlässlich ist.
Regulierung der Grenzflächenentwicklung
Die Prozesseigenschaften des Vakuum-Heißpresssinterns ermöglichen eine bessere Regulierung des Grenzflächenentwicklungsprozesses.
Da der Prozess über einen längeren Zeitraum von der thermischen Diffusion dominiert wird, können Forscher und Ingenieure besser beobachten und steuern, wie die Materialien binden. Dies führt zu einer vorhersagbareren mechanischen Festigkeit des Endverbundwerkstoffs.
Industrielle Machbarkeit und Kosten
Kosteneffizienz
Für die Herstellung von Strukturbauteilen ist das Vakuum-Heißpresssintern im Allgemeinen kostengünstiger als die SPS-Technologie.
SPS-Anlagen sind aufgrund der hohen Energie- und Pulsstromanforderungen oft komplex und teuer im Betrieb. Das Vakuum-Heißpressen verwendet Standardheizelemente und hydraulischen Druck, was die Investitions- und Betriebskosten reduziert.
Skalierbarkeit für die Serienfertigung
Das Vakuum-Heißpresssintern wird speziell als besser geeignet für die industrielle Serienfertigung identifiziert.
Die Stabilität des Prozesses ermöglicht die konsistente Herstellung mehrerer Strukturbauteile gleichzeitig. SPS ist oft auf kleinere Proben oder die Einzelteilfertigung beschränkt, was es für die Massenfertigung von Fe-Cu-Teilen weniger rentabel macht.
Verständnis der Kompromisse
Der Geschwindigkeitsunterschied
SPS nutzt Joule-Erwärmung und Feldeffekte, um extrem hohe Aufheizraten (bis zu 1000 °C/min) zu erreichen. Dies führt zu sehr kurzen Sinterzeiten im Vergleich zur Vakuum-Heißpressmethode.
Für Fe-Cu-Verbundwerkstoffe kann diese Geschwindigkeit jedoch ein Nachteil sein. Die schnelle Erwärmung erlaubt möglicherweise nicht genügend Zeit für die flüssige Kupferphase, um die Eisenmatrix gleichmäßig zu durchdringen, was möglicherweise zu inkonsistenter Materialorganisation führt.
Kornkorngrößenbetrachtungen
Ein allgemeiner Vorteil des Vakuum-Heißpresssinterns gegenüber dem traditionellen Kaltpressen-Sintern ist die Vermeidung von Kornwachstum.
Durch die Kombination von Sintern und Verdichten in einem einzigen Schritt unter Vakuum erzeugt der Prozess feinkörnige Materialien (20-400 nm) mit überlegener Verschleißfestigkeit. Während SPS das Kornwachstum ebenfalls durch Geschwindigkeit kontrolliert, erreicht das Vakuum-Heißpressen dies unter Beibehaltung der Diffusionszeit, die für die Fe-Cu-Bindung erforderlich ist.
Die richtige Wahl für Ihr Ziel treffen
Um die richtige Sintermethode für Ihr spezifisches Projekt auszuwählen, berücksichtigen Sie die folgenden Produktionsprioritäten:
- Wenn Ihr Hauptaugenmerk auf industrieller Skalierung und Kosten liegt: Wählen Sie Vakuum-Heißpresssintern, um gleichmäßige Dichte und wirtschaftliche Machbarkeit für die Serienfertigung zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf Grenzflächenfestigkeit liegt: Wählen Sie Vakuum-Heißpresssintern, um ausreichende atomare Diffusion und die Bildung robuster Übergangsschichten zu ermöglichen.
- Wenn Ihr Hauptaugenmerk auf Geschwindigkeit bei der schnellen Prototypenentwicklung liegt: Wählen Sie SPS, aber seien Sie sich bewusst, dass Sie möglicherweise Materialgleichmäßigkeit und Dichte im Vergleich zum Heißpressen opfern müssen.
Für Fe-Cu-Verbundwerkstoffe bietet das Vakuum-Heißpresssintern die optimale Balance aus thermischer Stabilität, mikrostruktureller Integrität und wirtschaftlicher Effizienz.
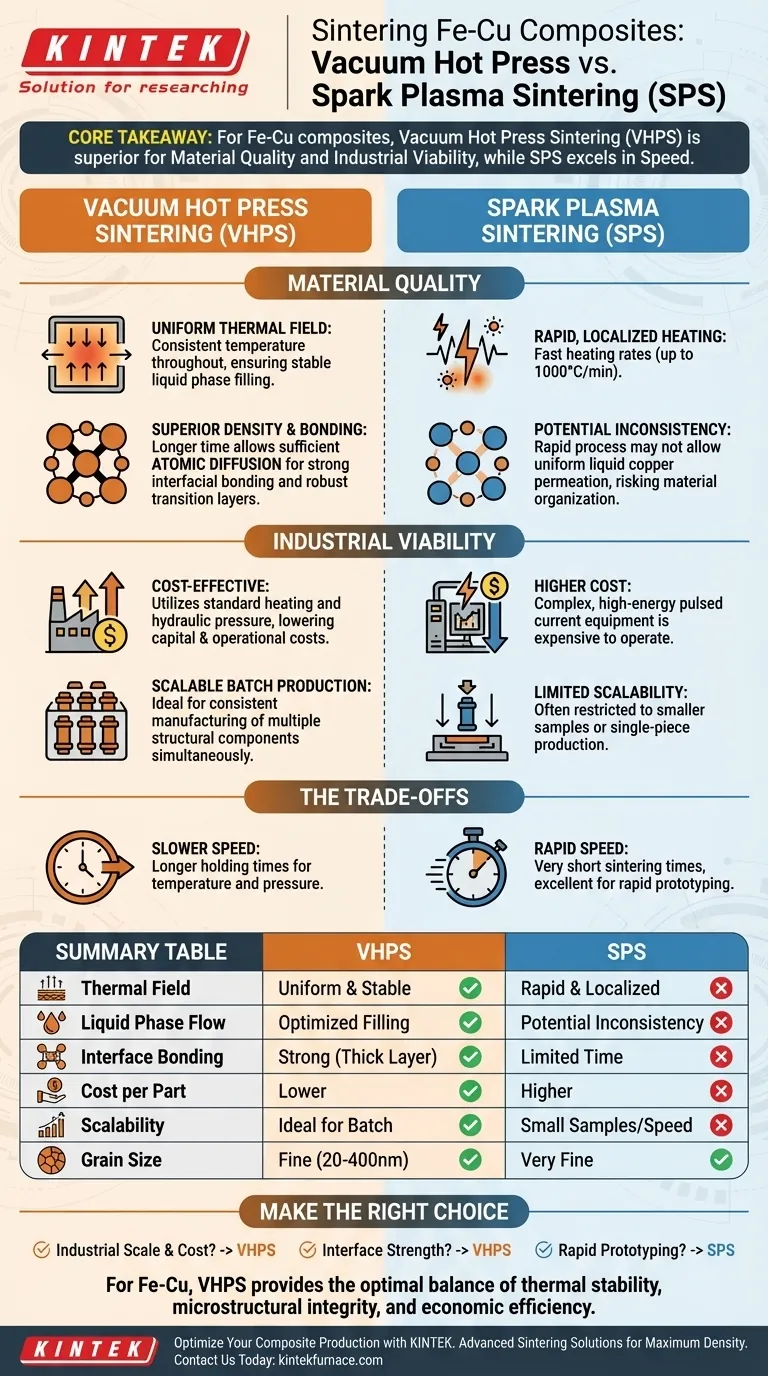
Zusammenfassungstabelle:
| Merkmal | Vakuum-Heißpresssintern | Funkenerwärmungssinterung (SPS) |
|---|---|---|
| Thermisches Feld | Gleichmäßig und stabil | Schnell und lokalisiert |
| Fluss der flüssigen Phase | Optimierte Füllzeit | Potenzial für Inkonsistenz |
| Grenzflächenbindung | Stark (dicke Diffusionsschicht) | Begrenzte Diffusionszeit |
| Kosten pro Teil | Niedriger (industrielle Effizienz) | Höher (Ausrüstung/Strom) |
| Skalierbarkeit | Ideal für Serienfertigung | Am besten für kleine Proben/Geschwindigkeit |
| Korngröße | Fein (20-400 nm) | Sehr fein (schnelle Verarbeitung) |
Optimieren Sie Ihre Verbundwerkstoffproduktion mit KINTEK
Stellen Sie sicher, dass Ihre Fe-Cu-Verbundwerkstoffe maximale Dichte und strukturelle Integrität erreichen, mit unseren fortschrittlichen Sinterlösungen. Unterstützt durch Experten in F&E und Fertigung, bietet KINTEK hochmoderne Vakuum-, Muffel-, Rohr-, Dreh- und CVD-Systeme, die alle vollständig an Ihre individuellen Labor- oder Industrieanforderungen angepasst werden können.
Bereit, Ihre Materialqualität zu verbessern? Kontaktieren Sie noch heute unsere Spezialisten, um den perfekten Ofen für Ihre Anwendung zu finden.
Visuelle Anleitung
Ähnliche Produkte
- 600T Vakuum-Induktions-Heißpresse Vakuum-Wärmebehandlung und Sinterofen
- 9MPa Luftdruck Vakuum Wärmebehandlungs- und Sinterofen
- Vakuum-Heißpressofen Maschine Beheizter Vakuum-Pressrohr-Ofen
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
- 2200 ℃ Wolfram-Vakuum-Wärmebehandlungs- und Sinterofen
Andere fragen auch
- Was sind die Vorteile der Verwendung eines Vakuum-Heißpress-Sinterofens für die Herstellung von SiCw/2024-Aluminiummatrix-Verbundwerkstoffen? Hochleistungs-Luft- und Raumfahrtmaterialien erzielen
- Was ist die Kernfunktion eines Vakuum-Heißpress-Sinterofens bei der Herstellung von hochdichten RuTi-Legierungen? Maximale Dichte und Reinheit erreichen
- Was sind die Hauptvorteile von Vakuum-Heißpressofen? Erreichen Sie überlegene Dichte und Reinheit der Materialien
- Was sind die Vorteile der Verwendung eines Vakuum-Heißpress-Sinterofens zur Herstellung von hochdichten, kohlenstoffnanoröhrenverstärkten Kupfermatrix-Kompositen? Maximale Dichte und Reinheit für überlegene Leistung erzielen
- Warum Vakuum-Heißpressen (VHP) für ZnS-Keramiken verwenden? Überlegene IR-Transparenz und mechanische Festigkeit erzielen



















