Die Wärmebehandlung ist der entscheidende Faktor, der es NC6 (1.2063) Werkzeugstahl ermöglicht, im Single Point Incremental Forming (SPIF) effektiv zu funktionieren. Insbesondere das Abschrecken und Anlassen des Materials, um eine Härte von 58 HRC zu erreichen, verleiht ihm den notwendigen Verschleißwiderstand und die strukturelle Integrität, die für den Prozess erforderlich sind. Ohne diese spezifische Behandlung würde das Werkzeug den mechanischen Belastungen des Umformens nicht standhalten.
Kernbotschaft
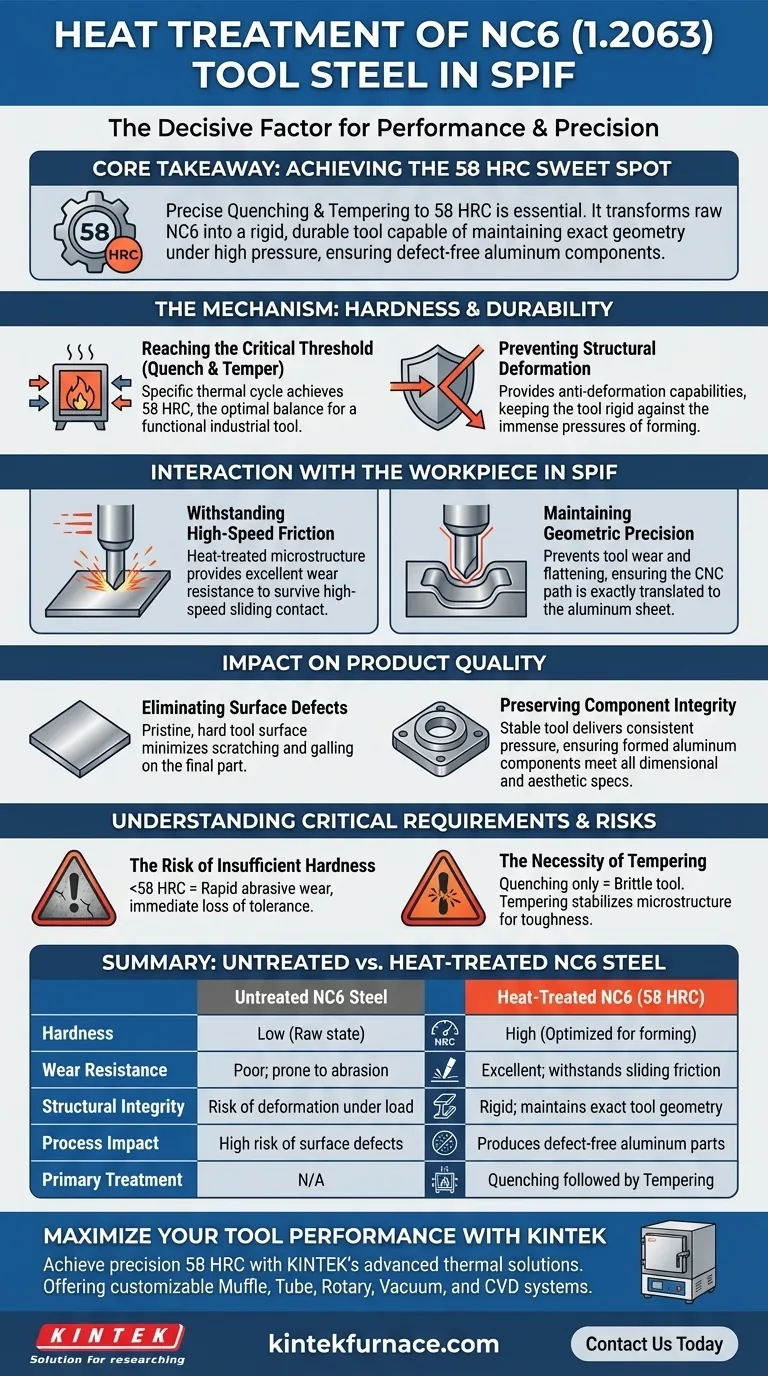
Die Wirksamkeit eines NC6-Umformwerkzeugs hängt vollständig von einem präzisen Wärmebehandlungszyklus ab, der Härte und Haltbarkeit ausbalanciert. Durch die Zielhärte von 58 HRC wird das Werkzeug steif genug, um seine exakte Geometrie unter hohem Druck beizubehalten, was direkt zu fehlerfreien Aluminiumkomponenten führt.

Der Mechanismus von Härte und Haltbarkeit
Erreichen des kritischen Härteschwellenwerts
Die rohe chemische Zusammensetzung von NC6-Stahl allein reicht nicht aus; sie muss einen spezifischen thermischen Zyklus durchlaufen.
Der Prozess erfordert Abschrecken gefolgt von Anlassen, um eine Zielhärte von 58 HRC zu erreichen. Dieses spezifische Härteniveau ist der ideale Punkt, der den Stahl von einem Rohmaterial in ein funktionelles Industriewerkzeug verwandelt.
Verhindern von struktureller Verformung
Beim SPIF fungiert das Werkzeug als hochlokalisierter Druckpunkt.
Wäre der Stahl zu weich, würde der immense Druck, der zur Verformung des Aluminiumblechs erforderlich ist, das Werkzeug selbst verformen. Die Wärmebehandlung auf 58 HRC bietet Verformungsschutzfähigkeiten und stellt sicher, dass das Werkzeug unabhängig von der aufgebrachten Last steif bleibt.
Interaktion mit dem Werkstück
Widerstand gegen Hochgeschwindigkeitsreibung
Der SPIF-Prozess beinhaltet die schnelle Bewegung des Werkzeugs über die Oberfläche des Blechs.
Dies schafft eine vereinfachte, aber raue Umgebung, die durch Hochgeschwindigkeitsgleiten und erhebliche Reibung gekennzeichnet ist. Die wärmebehandelte Mikrostruktur bietet den Verschleißwiderstand, der erforderlich ist, um diesen abrasiven Kontakt ohne Degradation zu überstehen.
Aufrechterhaltung der geometrischen Präzision
Die Form des Endprodukts wird durch die Form der Werkzeugspitze (der Kugel) bestimmt.
Da die Wärmebehandlung verhindert, dass sich das Werkzeug abnutzt oder abflacht, behält es seine geometrische Präzision bei. Dies stellt sicher, dass der in der CNC-Maschine programmierte Pfad exakt auf das Aluminiumblech übertragen wird.
Auswirkungen auf die Produktqualität
Beseitigung von Oberflächenfehlern
Eine degradierte Werkzeugoberfläche überträgt Unvollkommenheiten auf das Werkstück.
Durch die Aufrechterhaltung einer makellosen, harten Oberfläche durch Wärmebehandlung gleitet das Werkzeug reibungslos über die Aluminiumlegierung. Dies minimiert die Entstehung von Oberflächenfehlern wie Kratzern oder Fressern am Endteil.
Erhaltung der Komponentenintegrität
Das ultimative Ziel des Prozesses ist ein hochwertiges geformtes Teil.
Die Wärmebehandlung stellt sicher, dass das Werkzeug einen konstanten Druck liefern kann, ohne zu versagen. Diese Stabilität bewahrt die Gesamtqualität der geformten Aluminiumkomponenten und stellt sicher, dass sie die Maß- und Ästhetikspezifikationen erfüllen.
Verständnis der kritischen Anforderungen
Während die Vorteile dieser Behandlung klar sind, ist es wichtig, die operativen Risiken von Abweichungen zu verstehen.
Das Risiko unzureichender Härte
Wenn die Wärmebehandlung den Benchmark von 58 HRC nicht erreicht, verliert das Werkzeug seinen Hauptvorteil. Ein weicheres Werkzeug wird wahrscheinlich einem schnellen abrasiven Verschleiß unterliegen, was zu einem sofortigen Toleranzverlust im Endteil führt.
Die Notwendigkeit des Anlassens
Das Abschrecken allein erzeugt Härte, macht den Stahl aber oft spröde. Die Einbeziehung des Anlassens in den spezifizierten Prozess ist unerlässlich. Es stabilisiert die Mikrostruktur und stellt sicher, dass der Stahl nicht nur hart, sondern auch zäh genug ist, um die Belastung ohne Rissbildung zu bewältigen.
Die richtige Wahl für Ihr Ziel treffen
Um die Leistung von NC6-Werkzeugstahl in SPIF-Anwendungen zu maximieren, wenden Sie die folgenden Prinzipien an:
- Wenn Ihr Hauptaugenmerk auf Maßgenauigkeit liegt: Stellen Sie sicher, dass der Wärmebehandlungsprozess streng kontrolliert wird, um genau 58 HRC zu erreichen und Werkzeugverformungen unter Last zu verhindern.
- Wenn Ihr Hauptaugenmerk auf Oberflächengüte liegt: Priorisieren Sie den durch diese Behandlung erzielten Verschleißwiderstand, um eine Werkzeugdegradation zu verhindern, die Oberflächenfehler am Aluminium verursacht.
Richtig wärmebehandelter NC6-Stahl dient als starre Grundlage, die für hochpräzises, fehlerfreies inkrementelles Umformen erforderlich ist.
Zusammenfassungstabelle:
| Merkmal | Unbehandelter NC6-Stahl | Wärmebehandelter NC6 (58 HRC) |
|---|---|---|
| Härte | Niedrig (Rohzustand) | Hoch (Optimiert für Umformung) |
| Verschleißwiderstand | Schlecht; anfällig für Abrieb | Ausgezeichnet; widersteht Gleitreibung |
| Strukturelle Integrität | Risiko der Verformung unter Last | Steif; behält exakte Werkzeuggeometrie bei |
| Prozessauswirkung | Hohes Risiko von Oberflächenfehlern | Erzeugt fehlerfreie Aluminiumteile |
| Primäre Behandlung | N/A | Abschrecken gefolgt von Anlassen |
Maximieren Sie Ihre Werkzeugleistung mit KINTEK
Das Erreichen der perfekten 58 HRC für NC6-Stahl erfordert Präzision, die nur Expertenausrüstung bieten kann. Gestützt auf branchenführende F&E und Fertigung bietet KINTEK eine umfassende Palette von Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systemen – die alle vollständig an Ihren spezifischen Werkzeugstahl und Ihre Hochtemperatur-Laboranforderungen angepasst werden können.
Lassen Sie nicht zu, dass eine unsachgemäße Wärmebehandlung die Qualität Ihres Produkts beeinträchtigt. Kontaktieren Sie uns noch heute, um die ideale thermische Lösung für Ihr Labor zu finden und stellen Sie sicher, dass Ihre Werkzeuge die Steifigkeit und Präzision liefern, die Ihre SPIF-Prozesse erfordern.
Visuelle Anleitung
Referenzen
- Łukasz Kuczek, Ryszard Sitek. Influence of Heat Treatment on Properties and Microstructure of EN AW-6082 Aluminium Alloy Drawpieces After Single-Point Incremental Sheet Forming. DOI: 10.3390/app15020783
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- Thermische Heizelemente aus Siliziumkarbid SiC für Elektroöfen
- 1200℃ Schutzgasofen mit kontrollierter Stickstoffatmosphäre
- Kleiner Vakuum-Wärmebehandlungs- und Sinterofen für Wolframdraht
- CVD-Rohrofenmaschine mit mehreren Heizzonen für die chemische Gasphasenabscheidung
- Hochtemperatur-Muffelofen für das Entbindern und Vorsintern im Labor
Andere fragen auch
- Was sind gängige Arten von Siliziumkarbid-Heizelementen? Erforschen Sie Formen, Beschichtungen und Hochtemperaturleistung
- Was sind die betrieblichen Vorteile von Siliziumkarbid-Heizelementen? Erreichen Sie hohe Temperatureffizienz und Haltbarkeit
- Was sind die Temperaturbelastbarkeit und die Montageoptionen für Siliziumkarbid-Heizelemente? Entfesseln Sie Flexibilität und Haltbarkeit bei hohen Temperaturen
- Was sind die Vorteile der Verwendung von Siliziumkarbid-Heizelementen in Industrieöfen? Effizienz und Haltbarkeit steigern
- Was sind die Hauptmerkmale von Siliziumkarbid-Heizelementen im Vergleich zu Metallelementen? Entdecken Sie die wichtigsten Unterschiede für Ihre Hochtemperaturanforderungen



















