Industrielle Heiztechnik ist eine entscheidende Voraussetzung für das erfolgreiche Wickeln von 55Si2-Federstahl. Durch die Erhöhung der Temperatur der Stahlstäbe vor der Wickelphase verändert diese Technik den physikalischen Zustand des Materials grundlegend, um eine glatte, präzise Formgebung ohne strukturelle Schäden zu ermöglichen.
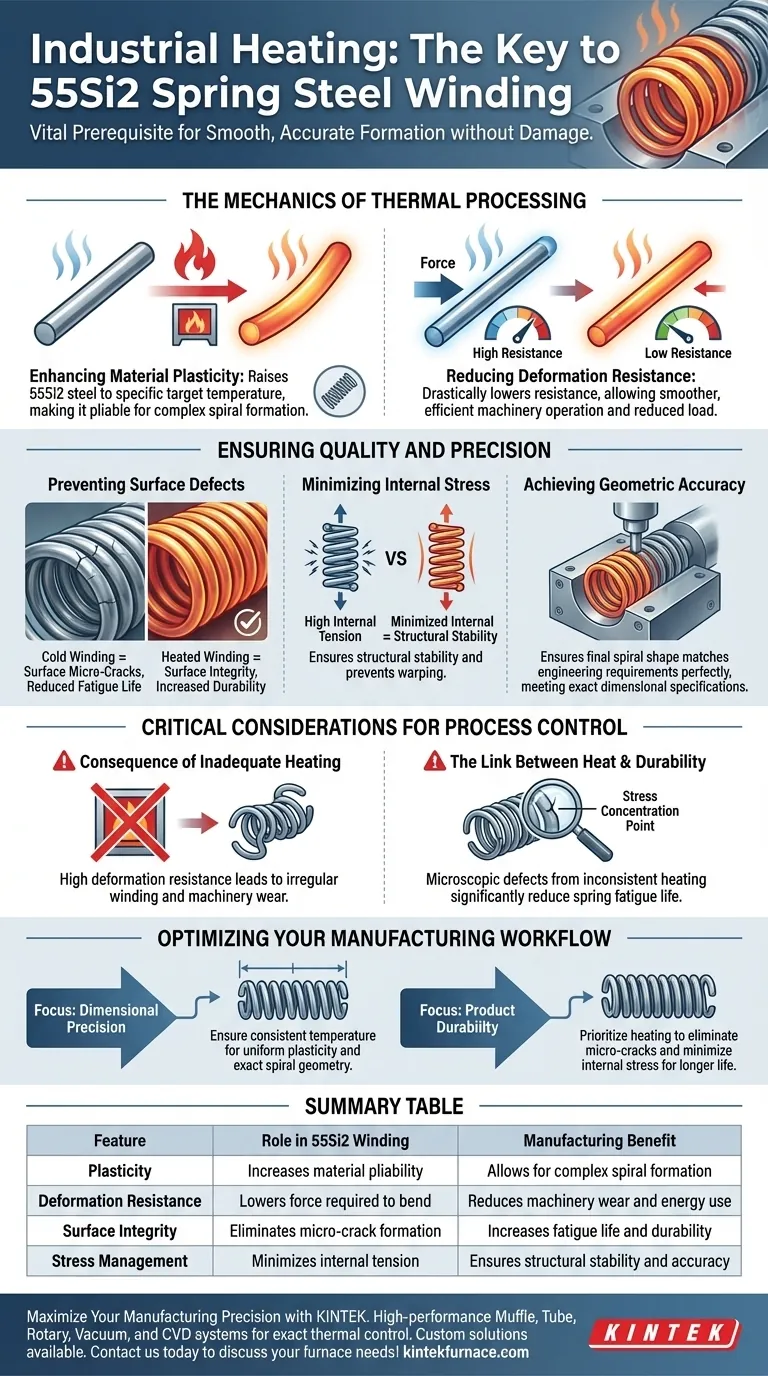
Die Hauptfunktion der industriellen Erwärmung in diesem Kontext besteht darin, die Materialplastizität zu erhöhen und den Verformungswiderstand zu verringern. Dies stellt sicher, dass der Stahl zu präzisen Spiralformen gewickelt werden kann, während innere Spannungen minimiert und oberflächliche Mikrorisse verhindert werden.

Die Mechanik der thermischen Verarbeitung
Verbesserung der Materialplastizität
Die größte Herausforderung beim Wickeln von 55Si2-Federstahl ist seine natürliche Steifigkeit. Industrielle Heiztechnik löst dieses Problem, indem sie die Stahlstäbe auf eine spezifische Zieltemperatur erhitzt.
Diese thermische Anwendung erhöht die Plastizität des Materials erheblich. Indem der Stahl biegsamer wird, können Hersteller den Stab in komplexe Spiralformen bringen, die bei Raumtemperatur unmöglich oder schädlich wären.
Verringerung des Verformungswiderstands
Wenn Stahl kalt ist, widersteht er der Formänderung. Dieser Widerstand erfordert immense Kraft zur Überwindung, was die Wickelmaschinen belasten kann.
Das Erhitzen der Stäbe reduziert drastisch den Verformungswiderstand. Dies ermöglicht einen reibungsloseren und effizienteren Betrieb der Wickelgeräte und reduziert die mechanische Belastung, die zum Biegen des Stahlstabs in die erforderliche Krümmung erforderlich ist.
Gewährleistung von Qualität und Präzision
Verhinderung von Oberflächenfehlern
Eine der wichtigsten Aufgaben der Erwärmung ist die Erhaltung der Oberflächenintegrität des Stahls. Kaltwickeln führt oft zu Rissen auf der Oberfläche des Materials.
Die richtige Erwärmung mindert das Risiko von oberflächlichen Mikrorissen. Indem sichergestellt wird, dass das Material beim Biegen fließt und nicht reißt, schützt der Erwärmungsprozess die strukturelle Langlebigkeit der fertigen Feder.
Minimierung innerer Spannungen
Das Biegen von Metall führt zu inneren Spannungen, die zu vorzeitigem Versagen oder Verzug im späteren Produktleben führen können.
Das Erhitzen des 55Si2-Stahls hilft, diese inneren Spannungen während des Formgebungsprozesses zu minimieren. Eine Feder, die aus richtig erwärmtem Stahl gewickelt wird, behält ihre strukturelle Stabilität besser als eine, die kalt in Form gezwungen wurde.
Erreichen geometrischer Genauigkeit
Präzision ist in der Federherstellung nicht verhandelbar. Das Endprodukt muss exakte Maßvorgaben erfüllen.
Die durch die Heiztechnik erhöhte Plastizität stellt sicher, dass sich der Stahl strikt an den Weg der Wickelmaschine anpasst. Dies führt zu präzisen geometrischen Abmessungen, wodurch sichergestellt wird, dass die endgültige Spiralform perfekt den technischen Anforderungen entspricht.
Kritische Überlegungen zur Prozesskontrolle
Die Folgen unzureichender Erwärmung
Während die Referenz die Vorteile der Erwärmung hervorhebt, beleuchtet das Gegenteil ein kritisches Risiko. Wenn die Technik die erforderliche spezifische Temperatur nicht erreicht, bleibt der Verformungswiderstand hoch.
Dies kann zu unregelmäßigem Wickeln, erhöhtem Verschleiß an Maschinen und einem Endprodukt führen, das von den erforderlichen geometrischen Toleranzen abweicht.
Der Zusammenhang zwischen Wärme und Haltbarkeit
Die Reduzierung oberflächlicher Mikrorisse ist nicht nur kosmetisch, sondern eine strukturelle Notwendigkeit.
Wenn der Erwärmungsprozess umgangen oder inkonsistent ist, werden die entstehenden Mikrorisse zu Spannungskonzentrationspunkten. Diese mikroskopischen Defekte verringern die Ermüdungslebensdauer der Feder erheblich und führen zu möglichen Ausfällen unter Last.
Optimieren Sie Ihren Fertigungsablauf
Industrielle Erwärmung ist nicht nur ein Vorbereitungsschritt, sondern ein Qualitätsicherungsmechanismus. Nutzen Sie die folgende Anleitung, um Ihren Prozess an Ihren Zielen auszurichten:
- Wenn Ihr Hauptaugenmerk auf Maßgenauigkeit liegt: Stellen Sie sicher, dass Ihre Heiztechnik eine konstante Temperatur aufrechterhält, um eine gleichmäßige Plastizität und exakte Spiralgeometrie zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf Produktlanglebigkeit liegt: Priorisieren Sie die Erwärmungsphase, um oberflächliche Mikrorisse zu beseitigen und innere Spannungen zu minimieren, die die Hauptursachen für frühes Federversagen sind.
Die Beherrschung der thermischen Vorbereitung von 55Si2-Stahl ist der wirksamste Weg, um sowohl die Fertigungseffizienz als auch die Produktzuverlässigkeit zu gewährleisten.
Zusammenfassungstabelle:
| Merkmal | Rolle beim Wickeln von 55Si2 | Fertigungsvorteil |
|---|---|---|
| Plastizität | Erhöht die Biegsamkeit des Materials | Ermöglicht komplexe Spiralformung |
| Verformungswiderstand | Verringert die zum Biegen erforderliche Kraft | Reduziert Maschinenverschleiß und Energieverbrauch |
| Oberflächenintegrität | Beseitigt die Bildung von Mikrorissen | Erhöht die Ermüdungslebensdauer und Haltbarkeit |
| Spannungsmanagement | Minimiert innere Spannungen | Gewährleistet strukturelle Stabilität und Genauigkeit |
Maximieren Sie Ihre Fertigungspräzision mit KINTEK
Lassen Sie nicht zu, dass eine unzureichende Erwärmung die Integrität Ihres 55Si2-Federstahls beeinträchtigt. Gestützt auf erstklassige F&E und Fertigung bietet KINTEK leistungsstarke Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systeme, die die präzise thermische Kontrolle liefern, die Ihr Prozess erfordert.
Ob Sie eine Standardlösung oder ein vollständig maßgeschneidertes System für Ihre einzigartigen Labor- oder Industrieanforderungen benötigen, unsere Ingenieure helfen Ihnen gerne dabei, überlegene geometrische Genauigkeit und Produktlanglebigkeit zu erzielen.
Bereit, Ihre thermische Verarbeitung zu verbessern? Kontaktieren Sie uns noch heute, um Ihre individuellen Ofenanforderungen zu besprechen!
Visuelle Anleitung
Referenzen
- Enhancing the mechanical and functional characteristics of structural spring steel through the advancement of heat treatment technologies. DOI: 10.21595/vp.2025.24992
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- Molybdändisilizid MoSi2 Thermische Heizelemente für Elektroöfen
- Thermische Heizelemente aus Siliziumkarbid SiC für Elektroöfen
Andere fragen auch
- Was sind die gängigen Typen und entsprechenden Arbeitstemperaturen von MoSi2-Heizelementen? Wählen Sie das richtige Element für Ihren Prozess
- Was sind die Eigenschaften von Molybdändisilizid-Heizelementen? Entdecken Sie Hochtemperatur-Leistung
- Wie beeinflusst die Betriebsatmosphäre MoSi2-Heizelemente? Maximierung von Temperatur & Lebensdauer
- Welche Vorteile bietet die lange Lebensdauer von MoSi2-Heizelementen? Effizienz steigern und Kosten senken
- Welche Eigenschaften machen Molybdändisilizid (MoSi2) für Hochtemperaturanwendungen geeignet? Entdecken Sie seine Hochtemperatur-Belastbarkeit

