Die spezifischen Heiz- und Haltekurven bestimmen die strukturelle Integrität und die mechanische Leistung Ihres fertigen Verbundwerkstoffs. Beim drucklosen Sintern in einem Kammerwiderstands- oder Muffelofen bestimmt dieses thermische Profil, wie effektiv die PTFE-Matrix fließt, um mineralische Füllstoffe zu umhüllen. Ein präzises, mehrstufiges Programm ist der einzige verfügbare Mechanismus, um innere Spannungen zu beseitigen und eine dichte Mikrostruktur mit hoher Kristallinität ohne Rissbildung zu gewährleisten.
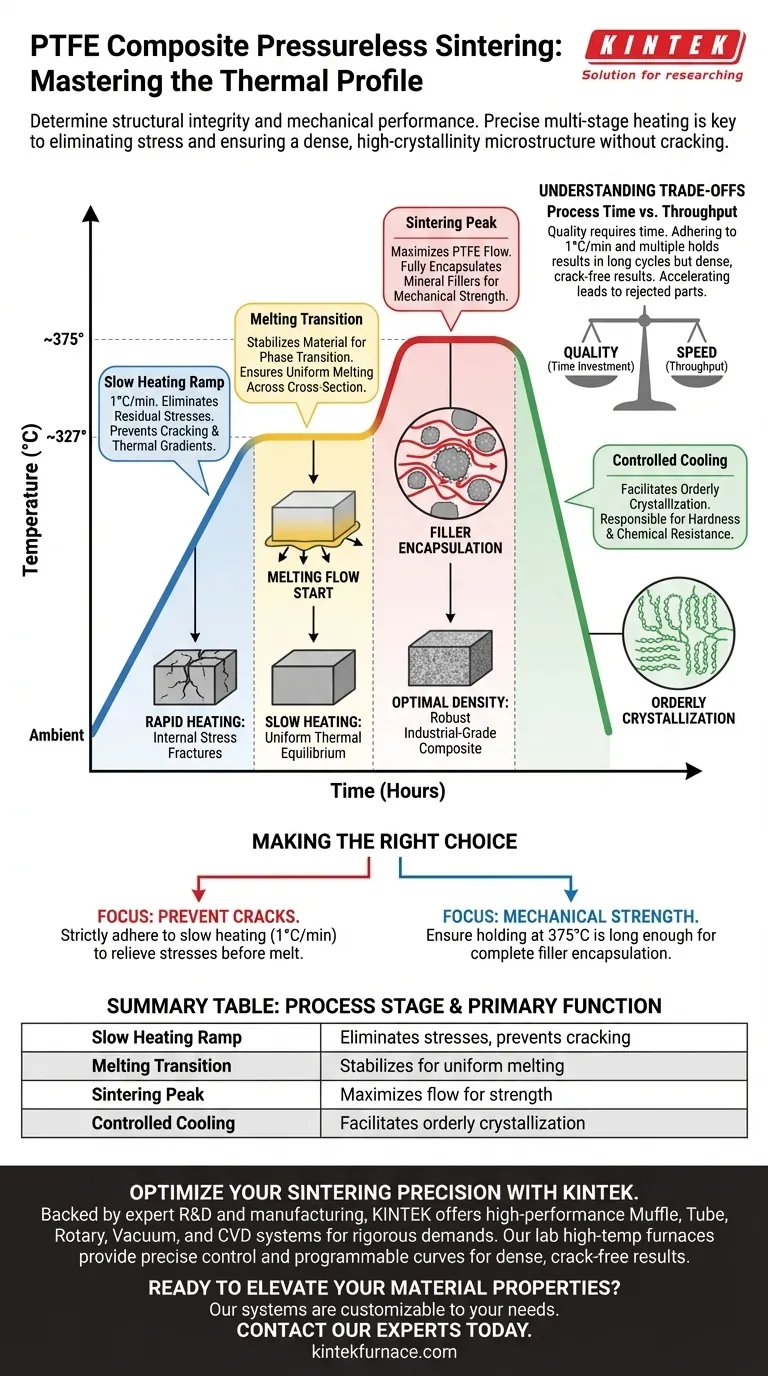
Eine präzise Temperaturkontrolle – insbesondere das Halten nahe dem Schmelzpunkt von 327 °C und dem Sinterpeak von 375 °C – ist unerlässlich, um Füllstoffe vollständig zu umhüllen und die Kristallisation zu steuern. Ohne eine langsame, gestufte Aufheizrate riskiert der Verbundwerkstoff innere Spannungsrisse und eine geringe Dichte.
Kontrolle von thermischer Spannung und Rissbildung
Die Notwendigkeit einer langsamen Aufheizrate
Um strukturelles Versagen zu verhindern, müssen Sie eine langsame Aufheizrate verwenden, typischerweise etwa 1 °C pro Minute.
Schnelles Aufheizen induziert Temperaturgradienten, die das Material nicht gleichmäßig aufnehmen kann. Diese langsame Rampe ist entscheidend für die Beseitigung von inneren Restspannungen, die sich unweigerlich während der anfänglichen Formgebungs- oder Verdichtungsphasen ansammeln.
Verhinderung makroskopischer Defekte
Durch die Einhaltung einer allmählichen Temperaturerhöhung stellen Sie sicher, dass das Material Schicht für Schicht das thermische Gleichgewicht erreicht.
Dies verhindert die Bildung von Rissen und Spalten, die entstehen, wenn sich die Außenseite deutlich schneller ausdehnt oder Phasenübergänge durchläuft als der Kern.
Die Funktion von mehrstufigem Halten
Steuerung des Schmelzübergangs (327 °C)
Halteperioden nahe dem Schmelzpunkt von PTFE von 327 °C sind entscheidend für die Vorbereitung der Polymermatrix für den Fluss.
Diese Stufe stabilisiert die Materialtemperatur, gerade wenn sie ihren Phasenübergang beginnt. Sie stellt sicher, dass der gesamte Querschnitt des Teils gleichzeitig in die Schmelzphase eintritt und nicht nacheinander.
Der Sinterpeak (375 °C)
Die letzte Haltephase bei der Sintertemperatur von 375 °C ist, wo die eigentliche Verbundintegration stattfindet.
Bei dieser Temperatur wird die PTFE-Matrix ausreichend viskos, um zu fließen und die mineralischen Füllstoffe vollständig zu umhüllen. Dies schafft die physikalische Bindung zwischen dem Polymer und der Verstärkung, die für die mechanische Festigkeit des Verbundwerkstoffs unbedingt erforderlich ist.
Erreichen optimaler Materialeigenschaften
Förderung geordneter Kristallisation
Die "Bedeutung" der Kurve geht über das einfache Schmelzen hinaus; sie bestimmt die Anordnung der Polymerketten beim Abkühlen.
Ein kontrollierter, mehrstufiger Prozess erleichtert die geordnete Kristallisation. Diese Organisation der molekularen Struktur ist direkt für die endgültige Härte und chemische Beständigkeit des Materials verantwortlich.
Verdichtung der Mikrostruktur
Das drucklose Sintern verlässt sich ausschließlich auf thermische Energie und Zeit, um Hohlräume zu entfernen.
Die richtigen Haltezeiten ermöglichen es dem Material, sich in eine dichte mikroskopische Struktur einzustellen. Diese hohe Dichte maximiert die Vorteile der mineralischen Verstärkung und führt zu einem überlegenen Verbundwerkstoff.
Verständnis der Kompromisse
Prozesszeit vs. Durchsatz
Der Hauptkompromiss beim drucklosen Sintern ist der erhebliche Zeitaufwand, der für ein qualitativ hochwertiges Ergebnis erforderlich ist.
Die Einhaltung einer 1 °C pro Minute Rampenrate und mehrerer Haltephasen führt zu langen Zykluszeiten, was den Ofendurchsatz reduziert. Der Versuch, diesen Prozess zu beschleunigen, führt jedoch fast immer zu Ausschussteilen aufgrund von Spannungsrissen oder unvollständiger Benetzung der Füllstoffe.
Die richtige Wahl für Ihr Ziel treffen
Um die Leistung Ihrer PTFE-Verbundwerkstoffe zu maximieren, müssen Sie das Heizprofil über die Geschwindigkeit stellen.
- Wenn Ihr Hauptaugenmerk auf der Verhinderung von Rissen liegt: Halten Sie sich strikt an die langsame Aufheizrate von 1 °C pro Minute, um innere Spannungen vor der Schmelzphase vollständig abzubauen.
- Wenn Ihr Hauptaugenmerk auf mechanischer Festigkeit liegt: Stellen Sie sicher, dass die Halteperiode bei 375 °C lang genug ist, damit das PTFE vollständig fließt und jedes mineralische Füllstoffpartikel umhüllt.
Die Beherrschung dieser thermischen Plateaus ist der Unterschied zwischen einem spröden Teil und einem robusten, industrietauglichen Verbundwerkstoff.
Zusammenfassungstabelle:
| Prozessstufe | Zieltemperatur | Hauptfunktion |
|---|---|---|
| Langsame Aufheizrampe | Umgebung bis 327 °C | Beseitigt Restspannungen; verhindert Temperaturgradienten und Rissbildung. |
| Schmelzübergang | ~327 °C | Stabilisiert das Material für den Phasenübergang; gewährleistet gleichmäßiges Schmelzen. |
| Sinterpeak | ~375 °C | Maximiert den PTFE-Fluss zur vollständigen Umhüllung mineralischer Füllstoffe für Festigkeit. |
| Kontrolliertes Abkühlen | Nach 375 °C | Ermöglicht geordnete Kristallisation für chemische Beständigkeit und Härte. |
Optimieren Sie Ihre Sinterpräzision mit KINTEK
Lassen Sie nicht zu, dass thermische Spannungen die Integrität Ihres Materials beeinträchtigen. Unterstützt durch F&E und Fertigungsexpertise bietet KINTEK Hochleistungs-Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systeme, die für die anspruchsvollen Anforderungen der PTFE-Verbundproduktion entwickelt wurden. Unsere Labor-Hochtemperaturöfen bieten die präzise Temperaturkontrolle und programmierbaren Kurven, die erforderlich sind, um jedes Mal dichte, rissfreie Ergebnisse zu gewährleisten.
Bereit, Ihre Materialeigenschaften zu verbessern? Unsere Systeme sind vollständig anpassbar, um Ihre einzigartigen Sinteranforderungen zu erfüllen.
Kontaktieren Sie noch heute unsere Experten
Visuelle Anleitung
Referenzen
- Chen Wang, Zhimin Bai. Preparation and Tribological Behaviors of Antigorite and Wollastonite Mineral Dual-Phase-Reinforced Polytetrafluoroethylene Matrix Composites. DOI: 10.3390/lubricants12030074
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- Hochtemperatur-Muffelofen für das Entbindern und Vorsintern im Labor
- 1200℃ Muffelofen für das Labor
- 1400℃ Muffelofen Ofen für Labor
- Labor-Muffelofen mit Bodenanhebung
- 1700℃ Hochtemperatur Muffelofen Ofen für Labor
Andere fragen auch
- Welche Funktion hat ein Hochtemperatur-Muffelofen in der Belit-Forschung? Optimierung polymorpher Phasenübergänge
- Welche Rolle spielt eine Hochtemperatur-Muffelofen bei der Vernetzung von TiO2 und PEN? Hochleistungs-Hybride erschließen
- Welche Rolle spielt ein Hochtemperatur-Muffelofen bei der STFO-Synthese? Erzielen Sie reine Perowskit-Ergebnisse
- Was ist die Hauptfunktion eines Hochtemperatur-Muffelofens für Ceroxid-Vorläufer? Experten-Kalzinierungstipps
- Was ist die Funktion eines Hochtemperatur-Muffelofens? Beherrschung der Synthese von polykristallinem MgSiO3 und Mg2SiO4



















