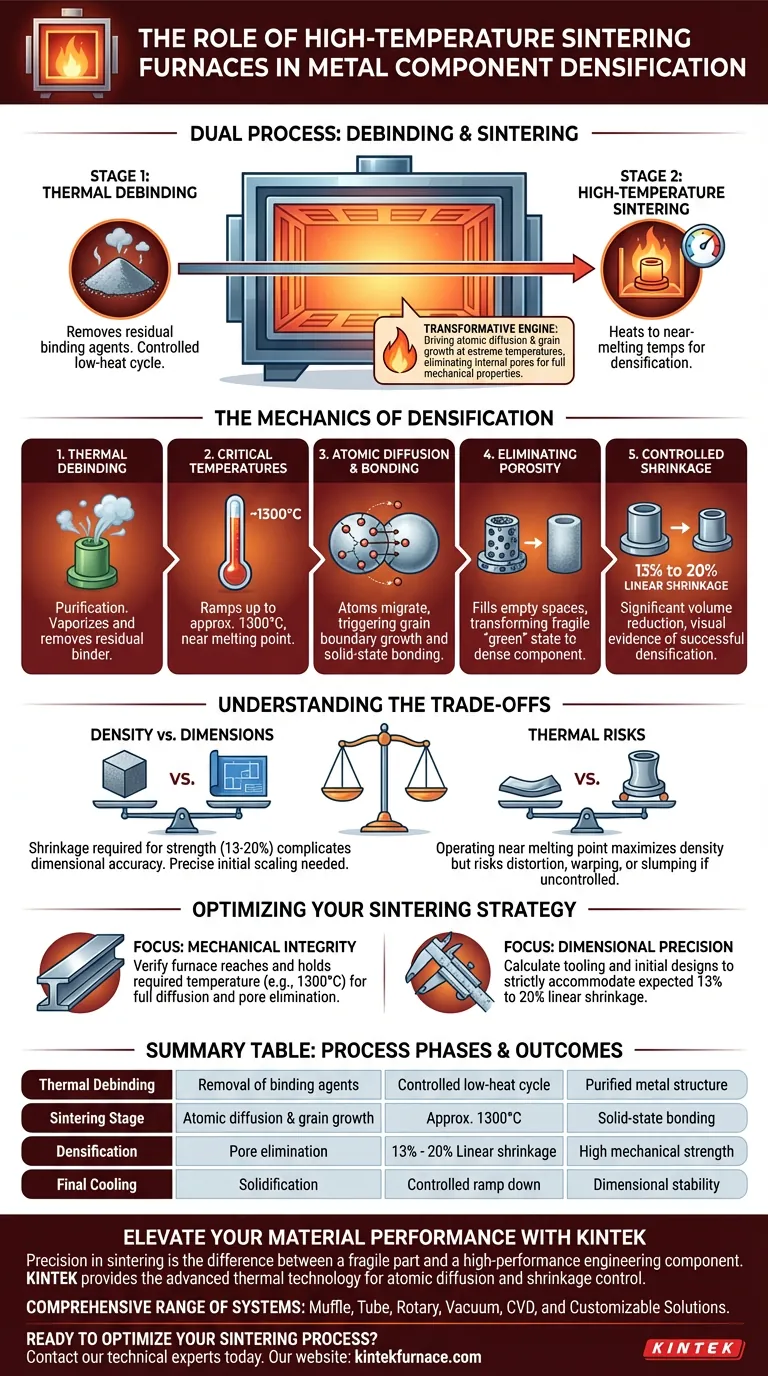
Ein Hochtemperatursinterofen ist die transformative Maschine, die dafür verantwortlich ist, locker gebundenes Metallpulver in eine feste, Hochleistungs-Komponente umzuwandeln. Er führt einen zweistufigen Prozess durch: Zuerst werden restliche Bindemittel durch thermisches Entbindern entfernt, und anschließend wird das Material auf Temperaturen nahe dem Schmelzpunkt erhitzt, um die Partikel zu einer dichten, einheitlichen Masse zu verschmelzen.
Durch die Förderung der atomaren Diffusion und des Kornwachstums bei extremen Temperaturen zwingt der Sinterofen das Material, um bis zu 20 % zu schrumpfen, wodurch innere Poren beseitigt werden, um die vollen mechanischen Eigenschaften des Metalls zu erzielen.

Die Mechanik der Verdichtung
Thermische Entbindung
Bevor die endgültige Verdichtung erfolgen kann, muss die Komponente gereinigt werden. Der Ofen initiiert zunächst einen thermischen Entbindungszyklus.
In dieser Phase wird kontrollierte Hitze angewendet, um restliche Bindemittel zu verdampfen und zu entfernen, die zuvor verwendet wurden, um das Metallpulver in Form zu halten.
Erreichen kritischer Temperaturen
Sobald das Bindemittel entfernt ist, erhöht der Ofen die Temperatur auf extreme Werte.
Bei vielen gängigen Legierungen werden die Temperaturen auf etwa 1300 °C erhöht. Diese spezifische Wärmestufe bringt die Metallpartikel nahe an ihren Schmelzpunkt, ohne sie in eine Flüssigkeit zu verwandeln.
Atomare Diffusion und Bindung
Bei diesen erhöhten Temperaturen durchlaufen die Metallpulverpartikel eine physikalische Transformation.
Die Wärmeenergie löst Diffusion aus, wodurch Atome über die Grenzen benachbarter Partikel wandern. Diese Bewegung erleichtert das Wachstum von Korngrenzen und schweißt die einzelnen Partikel auf atomarer Ebene effektiv zusammen.
Beseitigung von Porosität
Während der Diffusion werden die Hohlräume (Poren) zwischen den ursprünglichen Pulverpartikeln aufgefüllt.
Die Beseitigung dieser Poren verwandelt das Teil vom fragilen "grünen" Zustand in eine dichte Metallkomponente, die strukturellen Belastungen standhalten kann.
Kontrolliertes Schrumpfen
Die Beseitigung des Porenraums führt zu einer signifikanten Reduzierung des physischen Volumens der Komponente.
Betreiber können während dieses Prozesses mit einer linearen Schrumpfung von 13 % bis 20 % rechnen. Diese Kontraktion ist der sichtbare Beweis dafür, dass das Material erfolgreich verdichtet wurde.
Verständnis der Kompromisse
Balance zwischen Dichte und Abmessungen
Der primäre Kompromiss beim Hochtemperatursintern liegt zwischen der Erzielung voller Dichte und der Aufrechterhaltung der Maßgenauigkeit.
Während die lineare Schrumpfung von 13 % bis 20 % für die Festigkeit notwendig ist, führt sie zu Komplexitäten in der Fertigung. Das ursprüngliche Design muss präzise skaliert werden, um diese Reduzierung zu berücksichtigen, sonst ist das Endteil außerhalb der Toleranz.
Thermische Risiken
Der Betrieb nahe dem Schmelzpunkt maximiert die Dichte, birgt aber das Risiko von Verformungen.
Wenn die Temperaturregelung unpräzise ist oder das Teil nicht richtig gestützt wird, kann das Metall zu stark erweichen. Dies kann zu Verzug oder Absacken unter seinem eigenen Gewicht führen, bevor sich die Struktur vollständig verfestigt.
Optimierung Ihrer Sinterstrategie
Um sicherzustellen, dass Ihre Komponenten ihre Leistungskriterien erfüllen, beachten Sie Folgendes bezüglich des Ofenbetriebs:
- Wenn Ihr Hauptaugenmerk auf mechanischer Integrität liegt: Überprüfen Sie, ob der Ofen die erforderliche spezifische Temperatur (z. B. 1300 °C) erreicht und hält, um eine vollständige Diffusion und die vollständige Beseitigung von Poren zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf Maßgenauigkeit liegt: Berechnen Sie Ihre Werkzeuge und ursprünglichen Designs so, dass die erwartete lineare Schrumpfung von 13 % bis 20 % strikt berücksichtigt wird.
Der Sinterofen ist nicht nur ein Heizgerät; er ist die kritische Umgebung, in der Pulver zu einem echten Ingenieurmaterial wird.
Zusammenfassungstabelle:
| Prozessphase | Primäre Aktion | Schlüssel-Temperatur/Metrik | Ergebnis |
|---|---|---|---|
| Thermische Entbindung | Entfernung von Bindemitteln | Kontrollierter Niedertemperaturzyklus | Gereinigte Metallstruktur |
| Sinterstufe | Atomare Diffusion & Kornwachstum | Ca. 1300 °C | Festkörperbindung |
| Verdichtung | Poren-Eliminierung | 13 % - 20 % Lineare Schrumpfung | Hohe mechanische Festigkeit |
| Endgültiges Abkühlen | Verfestigung | Kontrollierte Absenkung | Maßstabilität |
Verbessern Sie Ihre Materialleistung mit KINTEK
Präzision beim Sintern ist der Unterschied zwischen einem fragilen Teil und einer Hochleistungs-Ingenieurkomponente. KINTEK bietet die fortschrittliche thermische Technologie, die erforderlich ist, um atomare Diffusion und Schrumpfungskontrolle zu meistern.
Unterstützt durch erstklassige F&E und Weltklasse-Fertigung bieten wir eine umfassende Palette von Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systemen. Ob Sie Standard-Hochtemperaturöfen für Labore oder vollständig anpassbare Lösungen benötigen, die auf Ihre einzigartigen metallurgischen Anforderungen zugeschnitten sind, KINTEK stellt sicher, dass Ihre Komponenten maximale Dichte und strukturelle Integrität erreichen.
Bereit, Ihren Sinterprozess zu optimieren? Kontaktieren Sie noch heute unsere technischen Experten, um den perfekten Ofen für Ihre Anwendung zu finden.
Visuelle Anleitung
Referenzen
- Tobias Rosnitschek, Stephan Tremmel. Dimensional Accuracy and Mechanical Characterization of Inconel 625 Components in Atomic Diffusion Additive Manufacturing. DOI: 10.3390/applmech5020022
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- 2200 ℃ Wolfram-Vakuum-Wärmebehandlungs- und Sinterofen
- Hochtemperatur-Muffelofen für das Entbindern und Vorsintern im Labor
- 2200 ℃ Graphit-Vakuum-Wärmebehandlungsofen
- Vakuum-Wärmebehandlungs-Sinterofen Molybdän-Draht-Vakuumsinterofen
- 1400℃ Hochtemperatur-Laborrohrofen mit Aluminiumoxidrohr
Andere fragen auch
- Welche Kernrolle spielt ein Hochvakuum-Sinterofen bei Sm:YAG-Keramiken? Beherrschung der optischen Klarheit
- Welche Rolle spielt ein Hochtemperatur-Vakuumsinterofen bei der Verdichtung von WC-10(Ni, Ni/Co)-Legierungen?
- Wie bereitet ein vakuum-wolframbeheizter Sinterofen (TbxY1-x)2O3-Keramiken vor? Erzielung von 99%+ Dichte & Reinheit
- Wie beeinflusst das Vakuumwärmebehandeln die Kornstruktur von Metalllegierungen? Erzielen Sie eine präzise Kontrolle der Mikrostruktur
- Wie erleichtert ein Hochtemperatur-Vakuum-Sinterofen die Herstellung von Cr- & Mo-Pulverstahl?



















