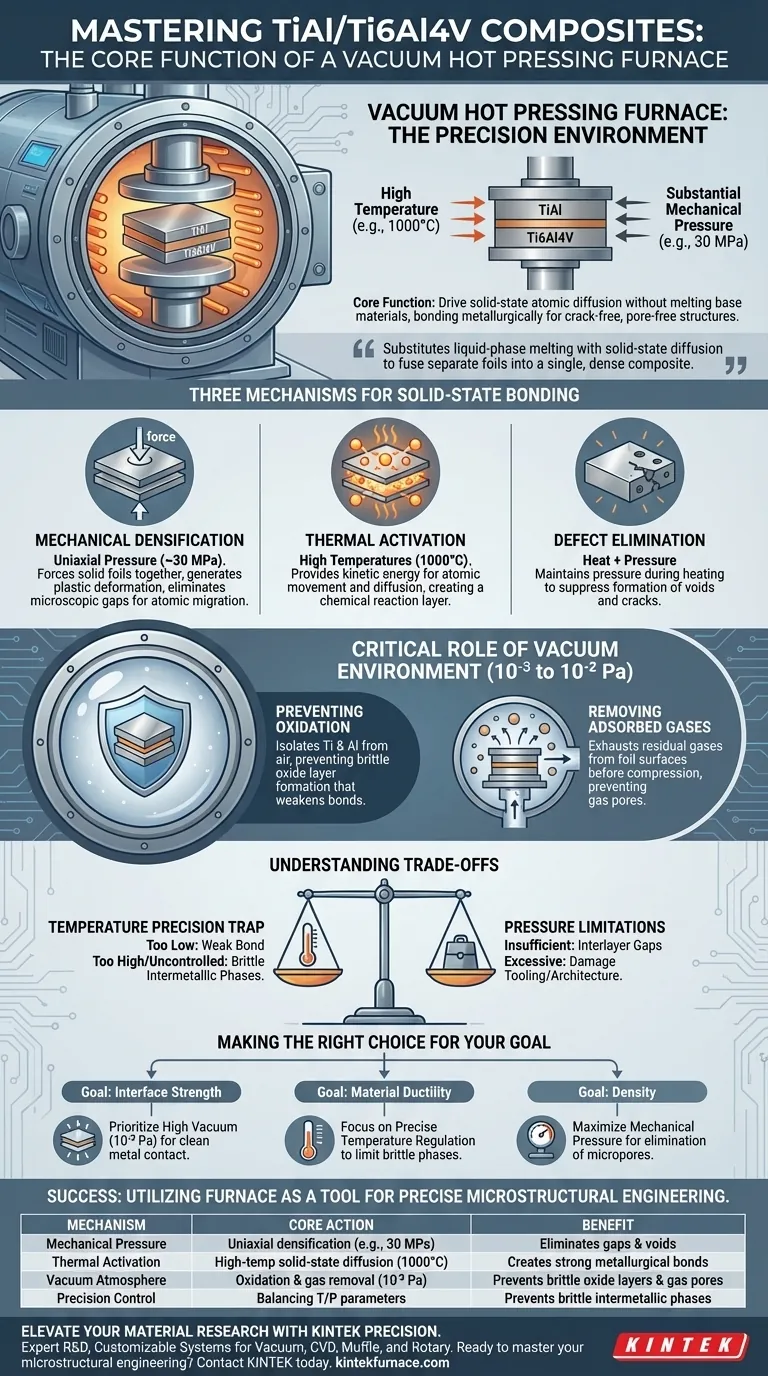
Die Kernfunktion eines Vakuum-Heißpressofens besteht darin, die atomare Festkörperdiffusion zwischen Metallschichten anzutreiben, ohne die Basismaterialien zu schmelzen. Durch gleichzeitiges Anlegen von hoher Temperatur (z. B. 1000 °C) und erheblichem mechanischem Druck (z. B. 30 MPa) zwingt das Gerät die Titan- und Aluminiumlegierungsschichten zu einer metallurgischen Bindung. Dieser Prozess ist entscheidend für die Herstellung von Hochleistungs-Schichtstrukturen, die frei von Rissen und Poren bleiben.
Der Ofen fungiert als Präzisionsumgebung, die die Flüssigphasenschmelze durch Festkörperdiffusion ersetzt. Er überwindet die natürlichen Barrieren von Oxidation und Oberflächenrauheit, um separate Folien zu einem einzigen, dichten Verbundwerkstoff zu verschmelzen.

Ermöglichung der Festkörperbindung
Die größte Herausforderung bei der Herstellung von TiAl/Ti6Al4V-Verbundwerkstoffen besteht darin, unterschiedliche Schichten zu verbinden, ohne deren strukturelle Integrität zu beeinträchtigen. Der Vakuum-Heißpressofen löst dies durch drei spezifische Mechanismen.
Mechanische Verdichtung
Die Anwendung von uniaxialem Druck (oft um 30 MPa) ist entscheidend für den physischen Kontakt.
Er presst die festen Metallfolien zusammen und erzeugt eine plastische Verformung an der Grenzfläche.
Dieser Druck beseitigt mikroskopische Lücken zwischen den Schichten und gewährleistet den engen Kontakt, der für die Migration von Atomen zwischen den Materialien erforderlich ist.
Thermische Aktivierung
Hohe Temperaturen, wie z. B. 1000 °C, liefern die kinetische Energie, die für die atomare Bewegung notwendig ist.
Wärme aktiviert die Atome in den Titan- und Aluminiumschichten und ermöglicht ihnen die Diffusion über die Grenzflächen hinweg.
Diese Diffusion erzeugt eine Reaktionsschicht, die die Materialien chemisch und nicht nur mechanisch bindet.
Fehlereliminierung
Die Kombination aus Wärme und Druck verhindert die Bildung üblicher Fehler.
Durch Aufrechterhaltung des Drucks während des Heizzyklus unterdrückt der Ofen die Bildung von Hohlräumen und Rissen, die typischerweise während der Materialschrumpfung oder -ausdehnung auftreten.
Die entscheidende Rolle der Vakuumumgebung
Über Wärme und Druck hinaus ist der "Vakuum"-Aspekt des Ofens der entscheidende Faktor für die Verarbeitung reaktiver Metalle wie Titan und Aluminium.
Verhinderung von Oxidation
Titan und Aluminium sind hochreaktiv und oxidieren bei hohen Temperaturen sofort in Gegenwart von Luft.
Die Hochvakuumumgebung (z. B. $10^{-3}$ bis $10^{-2}$ Pa) isoliert die Metalle vom Sauerstoff.
Dies verhindert die Bildung spröder Oxidschichten (Zunder) auf der Oberfläche, die andernfalls eine Diffusionsbarriere darstellen und die endgültige Bindung schwächen würden.
Entfernung von adsorbierten Gasen
Metallfolien haben oft Restgase auf ihrer Oberfläche adsorbiert.
Die Vakuumumgebung saugt diese Gase ab, bevor die Schichten vollständig komprimiert sind.
Dadurch wird die Bildung von Gasblasen im Verbundwerkstoff wirksam verhindert, wodurch sichergestellt wird, dass das Endmaterial eine hohe Dichte und strukturelle Integrität erreicht.
Verständnis der Kompromisse
Obwohl das Vakuum-Heißpressen wirksam ist, erfordert es ein feines Gleichgewicht der Betriebsparameter. Es ist nicht einfach eine Frage von "höher ist besser".
Die Falle der Temperaturpräzision
Eine präzise Temperaturkontrolle ist die kritischste Variable im Prozess.
Wenn die Temperatur zu niedrig ist, ist die Diffusion unzureichend, was zu einer schwachen mechanischen Bindung führt.
Wenn die Temperatur jedoch zu hoch oder unkontrolliert ist, kann dies zur Bildung spröder intermetallischer Phasen (wie z. B. übermäßiger $Al_3Ti$) führen. Diese Phasen zerstören die Plastizität des Verbundwerkstoffs und führen zu Rissen.
Druckbeschränkungen
Der Druck muss hoch genug sein, um die Oberflächenrauheiten (Unebenheiten) zu verformen, aber kontrolliert genug, um die makroskopische Form des Bauteils nicht zu verzerren.
Unzureichender Druck hinterlässt Zwischenschichtlücken, während übermäßiger Druck das Werkzeug oder die Verbundarchitektur selbst beschädigen kann.
Die richtige Wahl für Ihr Ziel treffen
Bei der Konfiguration eines Vakuum-Heißpresszyklus für TiAl/Ti6Al4V-Verbundwerkstoffe sollten Ihre spezifischen Ziele Ihre Parametereinstellungen bestimmen.
- Wenn Ihr Hauptaugenmerk auf der Grenzflächenfestigkeit liegt: Priorisieren Sie die Herstellung eines Hochvakuumzustands ($10^{-3}$ Pa), um die vollständige Entfernung von Oxidschichtbarrieren zu gewährleisten und einen direkten Kontakt von jungfräulichem Metall zu Metall zu ermöglichen.
- Wenn Ihr Hauptaugenmerk auf der Materialduktilität liegt: Konzentrieren Sie sich auf eine präzise Temperaturregelung, um die Bindung zu erleichtern und gleichzeitig das Wachstum spröder intermetallischer Verbindungsphasen streng zu begrenzen.
- Wenn Ihr Hauptaugenmerk auf der Dichte liegt: Maximieren Sie die Anwendung von mechanischem Druck während der Haltezeit, um die vollständige Eliminierung von Mikroporen und Hohlräumen zu gewährleisten.
Der Erfolg dieses Prozesses beruht auf der Nutzung des Ofens nicht nur als Heizgerät, sondern als Werkzeug für präzises mikrostrukturelles Engineering.
Zusammenfassungstabelle:
| Mechanismus | Kernaktion | Vorteil für den Verbundwerkstoff |
|---|---|---|
| Mechanischer Druck | Uniaxiale Verdichtung (z. B. 30 MPa) | Eliminiert mikroskopische Lücken und Hohlräume |
| Thermische Aktivierung | Hochtemperatur-Festkörperdiffusion (1000 °C) | Erzeugt starke metallurgische chemische Bindungen |
| Vakuum-Atmosphäre | Oxidations- und Gasentfernung (10⁻³ Pa) | Verhindert spröde Oxidschichten und Gasblasen |
| Präzisionssteuerung | Abgleich von T/P-Parametern | Verhindert die Bildung spröder intermetallischer Phasen |
Verbessern Sie Ihre Materialforschung mit KINTEK-Präzision
Die perfekte Bindung in geschichteten TiAl/Ti6Al4V-Verbundwerkstoffen erfordert mehr als nur Wärme – sie erfordert eine vollständige Umgebungssteuerung. KINTEK bietet branchenführende Vakuum-, CVD-, Muffel- und Rotationssysteme, die für die Anforderungen der Hochleistungsmetallurgie entwickelt wurden.
Unterstützt durch F&E-Experten und Präzisionsfertigung sind unsere Labortemperaturöfen vollständig anpassbar, um Ihre spezifischen Druck- und Vakuum-Anforderungen zu erfüllen. Egal, ob Sie eine maximale Grenzflächenfestigkeit oder eine überlegene Materialduktilität anstreben, unsere Ingenieure helfen Ihnen gerne dabei, Ihre Ergebnisse zu optimieren.
Bereit, Ihr mikrostrukturelles Engineering zu meistern? Kontaktieren Sie KINTEK noch heute für eine kundenspezifische Ofenlösung.
Visuelle Anleitung
Ähnliche Produkte
- 600T Vakuum-Induktions-Heißpresse Vakuum-Wärmebehandlung und Sinterofen
- Vakuum-Heißpressen-Ofenmaschine für Laminierung und Erwärmung
- Vakuum-Heißpressen-Ofen Maschine Beheizte Vakuumpresse
- Vakuum-Heißpressofen Maschine Beheizter Vakuum-Pressrohr-Ofen
- Hochdruck-Labor-Vakuum-Rohrofen Quarz-Rohrofen
Andere fragen auch
- Was ist die Kernfunktion eines Vakuum-Heißpress-Sinterofens bei der Herstellung von hochdichten RuTi-Legierungen? Maximale Dichte und Reinheit erreichen
- Warum Vakuum-Heißpressen (VHP) für ZnS-Keramiken verwenden? Überlegene IR-Transparenz und mechanische Festigkeit erzielen
- Was sind die Vorteile der Verwendung eines Vakuum-Heißpress-Sinterofens zur Herstellung von hochdichten, kohlenstoffnanoröhrenverstärkten Kupfermatrix-Kompositen? Maximale Dichte und Reinheit für überlegene Leistung erzielen
- Was sind die Hauptvorteile von Vakuum-Heißpressofen? Erreichen Sie überlegene Dichte und Reinheit der Materialien
- Wie schützt die Ofenabkühlungsmethode CoCrFeNi(Cu)-Beschichtungen nach dem Vakuum-Warmpresssintern? Verhindert Rissbildung & Oxidation für überlegene Leistung



















