Hochtemperatur-Abkühlöfen und Wasserabschreckanlagen sind unerlässlich, um die mechanische Bearbeitbarkeit von Wolframlegierungen zu erschließen. Diese Systeme fungieren als kritischer Reset-Mechanismus, der gesinterte Legierungen auf spezifische Temperaturen (typischerweise 1230 °C) erhitzt, bevor sie schnell abgekühlt werden. Dieser präzise thermische Zyklus ist der einzig wirksame Weg, um interne Eigenspannungen an den strukturellen Grenzen des Materials zu beseitigen und es für die weitere Fertigung vorzubereiten.
Kern Erkenntnis Das Sintern erzeugt erhebliche Spannungen zwischen den Wolframkörnern und der Bindematrix, was die Flexibilität des Materials einschränkt. Der Abschreckprozess beseitigt diese Spannungen, um die Duktilität und Dehnung zu stabilisieren und die Legierung in ein zähes Material zu verwandeln, das einer Kaltverformungsverfestigung standhält.

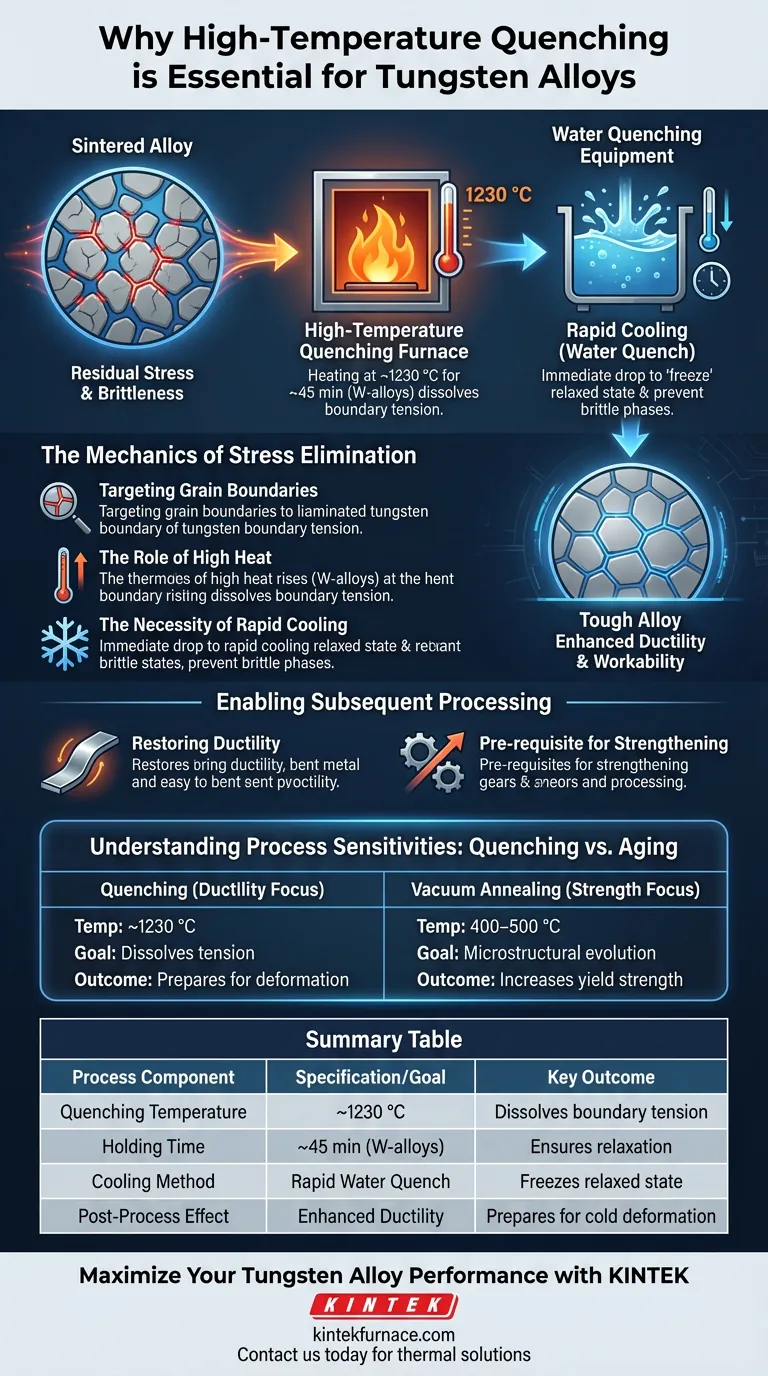
Die Mechanik der Spannungsbeseitigung
Ziel: Die Korngrenzen
Wolframlegierungen bestehen aus harten Wolframkörnern, die in eine weichere Matrix, typischerweise Nickel oder Kobalt, eingebettet sind. Während des Sintervorgangs bauen sich erhebliche Eigenspannungen an den Grenzen zwischen diesen beiden unterschiedlichen Materialien auf.
Die Rolle hoher Hitze
Hochtemperaturöfen sind erforderlich, um die Legierung auf etwa 1230 °C zu erhitzen. Das Halten des Materials bei dieser Temperatur ermöglicht es der internen Struktur, sich zu entspannen und die Spannung an der Korn-Matrix-Grenzfläche effektiv aufzulösen.
Die Notwendigkeit einer schnellen Kühlung
Wasserabschreckanlagen sorgen für den sofortigen Temperaturabfall, der erforderlich ist, um diesen entspannten Zustand zu "fixieren". Eine schnelle Abkühlung verhindert die Neubildung schädlicher Phasen, die während einer langsamen Abkühlung auftreten könnten, und stellt sicher, dass die Struktur stabil bleibt.
Ermöglichung nachfolgender Bearbeitungsschritte
Wiederherstellung der Duktilität
Das Hauptergebnis dieser Wärmebehandlung ist eine signifikante Verbesserung der Duktilität und Dehnung. Ohne diesen Schritt würden die inneren Spannungen das Material spröde und bruchanfällig unter Belastung machen.
Voraussetzung für die Verfestigung
Dieser Prozess ist nicht der letzte Schritt; er ist eine Vorbereitungsphase. Durch die Schaffung von Zähigkeit und die Beseitigung von Sprödigkeit ermöglicht der Abschreckprozess die Durchführung einer Kaltverformungsverfestigung zu einem späteren Zeitpunkt, ohne das Material zu beschädigen.
Verständnis von Prozessempfindlichkeiten
Präzision bei Haltezeiten
Eine präzise Kontrolle der Haltezeit im Ofen ist entscheidend und variiert je nach chemischer Zusammensetzung. Während wolframfreie Legierungen bis zu 180 Minuten benötigen können, um Sekundärkarbide aufzulösen, benötigen wolframhaltige Legierungen aufgrund unterschiedlicher Phasengleichgewichte oft nur 45 Minuten.
Unterscheidung zwischen Abschrecken und Anlassen
Es ist wichtig, dieses Hochtemperatur-Abschrecken von anderen Behandlungen zu unterscheiden. Während das Abschrecken (bei ~1230 °C) die Duktilität erhöht, wird das Vakuumglühen (bei 400–500 °C) *nach* der Umformung verwendet, um die Streckgrenze und Härte zu erhöhen. Das Verwechseln dieser Phasen führt zu sofortigem Materialversagen oder verpassten mechanischen Spezifikationen.
Die richtige Wahl für Ihr Ziel
Um die spezifischen mechanischen Eigenschaften zu erzielen, die für Hochleistungsanwendungen wie Schwungradrotoren erforderlich sind, müssen Sie die richtige Wärmebehandlung im richtigen Fertigungsstadium anwenden.
- Wenn Ihr Hauptaugenmerk auf der Bearbeitbarkeit liegt: Priorisieren Sie Hochtemperatur-Abschrecken (1230 °C) gefolgt von Wasserkühlung, um die Duktilität zu maximieren und die Legierung für die Kaltumformung vorzubereiten.
- Wenn Ihr Hauptaugenmerk auf der Endfestigkeit liegt: Verwenden Sie Vakuumglühen (400–500 °C) nach dem Schmieden, um eine mikrostrukturelle Entwicklung auszulösen, die Härte und Streckgrenze verbessert.
Der Erfolg bei der Verarbeitung von Wolframlegierungen liegt in der disziplinierten Steuerung von Wärme, um die konkurrierenden Bedürfnisse nach Flexibilität während der Formgebung und Steifigkeit während der Anwendung auszugleichen.
Zusammenfassungstabelle:
| Prozesskomponente | Spezifikation / Ziel | Wichtigstes Ergebnis |
|---|---|---|
| Abschrecktemperatur | Ca. 1230 °C | Löst Grenzspannungen zwischen Körnern auf |
| Haltezeit | ~45 Minuten (W-Legierungen) | Gewährleistet vollständige Entspannung der inneren Struktur |
| Kühlmethode | Schnelles Wasserabschrecken | Fixiert den entspannten Zustand; verhindert spröde Phasen |
| Nachbearbeitungseffekt | Verbesserte Duktilität | Bereitet Legierung auf Kaltverformungsverfestigung vor |
Maximieren Sie die Leistung Ihrer Wolframlegierung mit KINTEK
Lassen Sie nicht zu, dass Eigenspannungen die Integrität Ihres Materials beeinträchtigen. KINTEKs hochpräzise thermische Lösungen sind darauf ausgelegt, die exakten Heiz- und Schnellkühlprofile zu liefern, die für die komplexe Verarbeitung von Wolframlegierungen erforderlich sind.
Mit Unterstützung durch F&E und Fertigung auf Expertenniveau bietet KINTEK eine umfassende Palette von Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systemen, die alle vollständig an Ihre spezifischen Labor- oder Industrieanforderungen angepasst werden können. Egal, ob Sie die Duktilität durch Hochtemperatur-Abschrecken verbessern oder die Streckgrenze durch Vakuumglühen maximieren möchten, unsere Ausrüstung gewährleistet konsistente, wiederholbare Ergebnisse.
Bereit, Ihren Wärmebehandlungs-Workflow zu optimieren? Kontaktieren Sie uns noch heute, um sich mit unserem technischen Team zu beraten und den perfekten Ofen für Ihre individuellen Bedürfnisse zu finden.
Visuelle Anleitung
Referenzen
- Adéla Macháčková, Silvie Brožová. Applications of Tungsten Pseudo-Alloys in the Energy Sector. DOI: 10.3390/app14020647
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- 2200 ℃ Wolfram-Vakuum-Wärmebehandlungs- und Sinterofen
- Kleiner Vakuum-Wärmebehandlungs- und Sinterofen für Wolframdraht
- Hochtemperatur-Muffelofen für das Entbindern und Vorsintern im Labor
- 1400℃ Hochtemperatur-Laborrohrofen mit Aluminiumoxidrohr
- 1700 °C Hochtemperatur-Labor-Rohroofen mit Aluminiumoxid-Rohr
Andere fragen auch
- Was ist die Bedeutung eines Hochvakuum-Sinterofens bei hohen Temperaturen? Erzielung der optischen Transparenz von Ho:Y2O3
- Wie beeinflusst das Vakuumwärmebehandeln die Kornstruktur von Metalllegierungen? Erzielen Sie eine präzise Kontrolle der Mikrostruktur
- Welche Prozessbedingungen bietet ein Vakuumofen für Yb:YAG-Keramiken? Experteneinstellung für optische Reinheit
- Wie erleichtert ein Hochtemperatur-Vakuum-Sinterofen die Herstellung von Cr- & Mo-Pulverstahl?
- Welche Anwendungen haben Hochtemperatur-Vakuum-Sinteröfen? Unverzichtbar für Luft- und Raumfahrt, Elektronik und medizinische Materialien



















