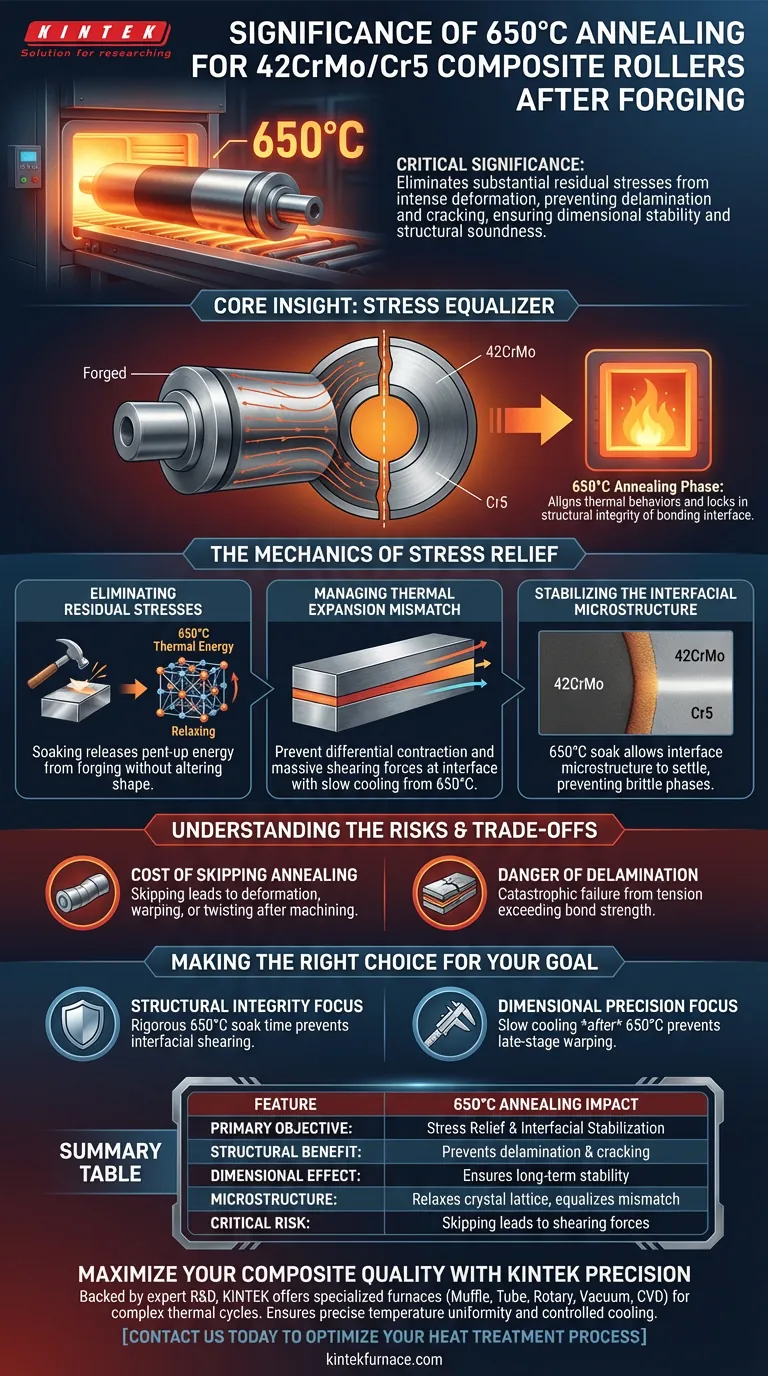
Die entscheidende Bedeutung der Glühung von 42CrMo/Cr5-Verbundwalzen bei 650°C liegt in der Beseitigung erheblicher Restspannungen, die während der intensiven Verformung des Schmiedens entstehen. Durch die Aufrechterhaltung dieser konstanten Temperatur und anschließendes langsames Abkühlen verhindern Sie, dass sich die Verbundwerkstoffe ablösen oder reißen, wodurch sichergestellt wird, dass die Komponente dimensionsstabil und strukturell intakt bleibt.
Kern Erkenntnis Der Schmiedeprozess hinterlässt Verbundmetalle in einem hoch beanspruchten Zustand mit ungleichen inneren Spannungen. Die 650°C-Glühphase wirkt als "Spannungsausgleicher", der es den verschiedenen Metallschichten ermöglicht, ihr thermisches Verhalten aufeinander abzustimmen und die strukturelle Integrität der Verbindungsschnittstelle zu sichern.
Die Mechanik der Spannungsentlastung
Beseitigung von Restspannungen
Das Schmieden beinhaltet Hochdruck-Mechanikdeformationen, die oft nach dem Erhitzen des Rohlings auf Temperaturen bis zu 1150°C erfolgen. Dies erzeugt erhebliche innere Energie und Spannung in der molekularen Struktur des Metalls.
Das Halten der Walze bei 650°C liefert die thermische Energie, die das Kristallgitter zur Entspannung benötigt. Dies setzt die im Schmiedeprozess gespeicherte Energie frei, ohne die grundlegende Form der Walze zu verändern.
Management des thermischen Ausdehnungsunterschieds
Die größte Herausforderung bei einer Verbundwalze (42CrMo kombiniert mit Cr5) besteht darin, dass diese beiden unterschiedlichen Materialien unterschiedliche Expansions- und Kontraktionsraten aufweisen.
Wenn die Walze unkontrolliert von der Schmiedetemperatur abkühlt, zieht sich ein Metall schneller zusammen als das andere. Diese differenzielle Kontraktion erzeugt massive Scherkräfte an der Schnittstelle, wo die Metalle aufeinandertreffen.
Stabilisierung der mikroskopischen Struktur der Schnittstelle
Das Halten bei 650°C zielt speziell darauf ab, die Verbindung zwischen dem Kern und der Verbundschicht zu stabilisieren.
Durch das Halten bei dieser Temperatur können sich die Mikrostrukturen an der Schnittstelle in einem stabilen Gleichgewicht einpendeln. Dies verhindert die Bildung von spröden Phasen oder Mikrorissen, die sich ausbreiten und unter Last zu einem Versagen führen könnten.
Verständnis der Risiken und Kompromisse
Die Kosten des Auslassens der Glühung
Es ist oft verlockend, die Produktion durch Verkürzung des Kühlzyklus zu beschleunigen. Bei der Herstellung von Verbundwerkstoffen ist dies jedoch ein fataler Fehler.
Das Auslassen oder überstürzte Durchführen der 650°C-Phase führt fast unweigerlich zu Verformungen. Die inneren Spannungen werden sich schließlich abbauen, was dazu führt, dass sich die Walze nach Abschluss der Bearbeitung verzieht oder verdreht.
Die Gefahr der Ablösung
Das schwerwiegendste Risiko sind katastrophale Risse oder Ablösungen.
Ohne den Ausgleich durch den Glühofen kann die Spannung zwischen dem 42CrMo-Kern und der Cr5-Außenschicht die Haftfestigkeit überschreiten. Dies führt dazu, dass sich die Schichten trennen, was das teure Schmiedeteil zu einem Totalverlust macht.
Die richtige Wahl für Ihr Ziel treffen
Um die Langlebigkeit und Leistung Ihrer Verbundwalzen zu gewährleisten, müssen Sie den thermischen Zyklus über die Durchsatzgeschwindigkeit stellen.
- Wenn Ihr Hauptaugenmerk auf struktureller Integrität liegt: Die strikte Einhaltung der Haltezeit von 650°C ist unerlässlich, um Scherspannungen an der Schnittstelle zu verhindern.
- Wenn Ihr Hauptaugenmerk auf Maßgenauigkeit liegt: Stellen Sie sicher, dass die Kühlphase *nach* dem Halten bei 650°C ausreichend langsam ist, um Verzug im späteren Stadium zu verhindern.
Betrachten Sie die Glühphase nicht als passive Kühlperiode, sondern als aktiven Fertigungsschritt, der die Endqualität der Verbindung bestimmt.
Zusammenfassungstabelle:
| Merkmal | Auswirkung der 650°C-Glühung |
|---|---|
| Hauptziel | Spannungsentlastung & Stabilisierung der Schnittstelle |
| Struktureller Vorteil | Verhindert Ablösung & Rissbildung an der Verbindungsschnittstelle |
| Maßliche Wirkung | Gewährleistet langfristige Stabilität und verhindert Verzug nach der Bearbeitung |
| Mikrostruktur | Entspannt das Kristallgitter und gleicht den thermischen Ausdehnungsunterschied aus |
| Kritisches Risiko | Auslassen führt zu Scherkräften und katastrophalem Versagen |
Maximieren Sie Ihre Verbundqualität mit KINTEK Precision
Lassen Sie nicht zu, dass Restspannungen Ihre hochwertigen Schmiedeteile beeinträchtigen. Mit fundierter F&E und Fertigung bietet KINTEK spezialisierte Muffel-, Rohr-, Dreh-, Vakuum- und CVD-Systeme sowie kundenspezifische Hochtemperatur-Laböfen, die darauf ausgelegt sind, die komplexen thermischen Zyklen zu beherrschen, die für Verbundwerkstoffe erforderlich sind.
Unsere fortschrittliche Ofentechnologie gewährleistet die präzise Temperaturuniformität und kontrollierten Kühlraten, die notwendig sind, um Ablösungen zu verhindern und Ihre 42CrMo/Cr5-Komponenten zu stabilisieren. Kontaktieren Sie uns noch heute, um Ihren Wärmebehandlungsprozess zu optimieren und die strukturelle Integrität Ihrer einzigartigen Ingenieurprojekte zu sichern.
Visuelle Anleitung
Referenzen
- Ming Li, S.W. Xin. Interface Microstructure and Properties of 42CrMo/Cr5 Vacuum Billet Forged Composite Roll. DOI: 10.3390/ma18010122
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- Ofen mit kontrollierter inerter Stickstoff-Wasserstoff-Atmosphäre
- 1400℃ Gesteuerter Ofen mit inerter Stickstoffatmosphäre
- Hochtemperatur-Muffelofen für das Entbindern und Vorsintern im Labor
- 1700℃ Gesteuerter Ofen mit inerter Stickstoffatmosphäre
- 1200℃ Schutzgasofen mit kontrollierter Stickstoffatmosphäre
Andere fragen auch
- Welche ökologischen Vorteile bieten Kammeröfen mit kontrollierter Atmosphäre? Abfall reduzieren und Effizienz steigern
- Warum ist eine abgedichtete Umgebung in einem Schutzgasofen wichtig? Präzision und Sicherheit bei Hochtemperaturprozessen gewährleisten
- Mechanismus der sekundären Rekristallisation von Fe81Ga19? Hochpräzise Ofensteuerung für das Wachstum von Goss-Körnern
- Was sind die zwei Hauptkategorien von Schutzgasöfen? Wählen Sie zwischen Chargen- oder Durchlaufbetrieb für Ihre Anforderungen
- Warum ist die kontrollierte Atmosphärenfähigkeit in einem Atmosphärenofen wichtig? Präzise Materialverarbeitung freischalten



















