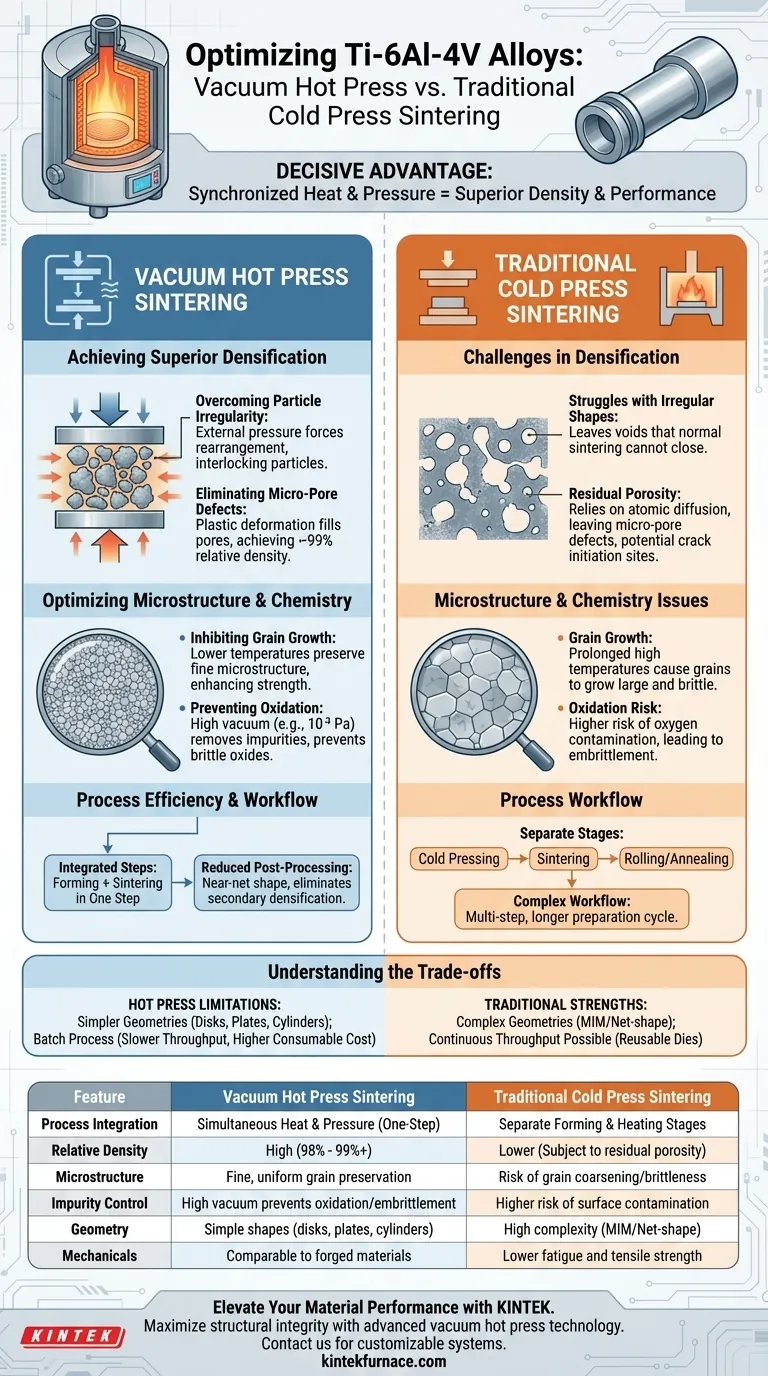
Der entscheidende Vorteil eines Vakuum-Heißpress-Ofens liegt in seiner Fähigkeit, thermische Hochtemperatur-Energie und mechanischen Druck in einem einzigen Vorgang zu synchronisieren. Im Gegensatz zum herkömmlichen Kaltpress-Sintern, bei dem die Formgebungs- und Heizphasen getrennt sind, übt das Vakuum-Heißpressen während der Sinterphase direkt Kraft aus (z. B. 30 MPa). Dies ermöglicht die Konsolidierung von schwierigen Materialien wie unregelmäßigen Hydrierungs-Dehydrierungs- (HDH) Titanpulvern und erreicht relative Dichten von 98 % oder höher sowie mechanische Eigenschaften, die geschmiedeten Materialien Konkurrenz machen.
Durch die Einführung von mechanischem Druck als treibende Kraft neben der Wärme senkt das Vakuum-Heißpressen die Aktivierungsenergie, die für die Verdichtung erforderlich ist. Dies ermöglicht eine nahezu perfekte Dichte bei niedrigeren Temperaturen oder kürzeren Zeiten und verhindert effektiv die Kornvergröberung, die die Festigkeit von Ti-6Al-4V-Legierungen bei herkömmlichen Verfahren oft beeinträchtigt.

Erreichen überlegener Verdichtung
Überwindung von Partikelunregelmäßigkeiten
Das Standard-Kaltpressen hat oft Schwierigkeiten mit unregelmäßigen Pulverformen, was zu Hohlräumen führt, die durch normales Sintern nicht geschlossen werden können.
Der Vakuum-Heißpress-Ofen überwindet dies durch Anwendung von Außendruck, der die Pulverumlagerung erzwingt. Dies neutralisiert effektiv Oberflächenspannungsprobleme und stellt sicher, dass sich die Partikel physisch miteinander verzahnen, unabhängig von ihrer ursprünglichen Morphologie.
Beseitigung von Mikroporen-Defekten
Beim drucklosen Sintern beruht die Verdichtung vollständig auf der Atomdiffusion, die Restporosität hinterlassen kann.
Das Heißpressen nutzt plastische Verformung, um die Poren zwischen den Körnern physisch zu füllen. Dieser Mechanismus treibt die relative Dichte auf fast 99 % und eliminiert die Mikroporen-Defekte, die typischerweise als Rissinitiationsstellen in fertigen Bauteilen fungieren.
Optimierung von Mikrostruktur und Chemie
Hemmung des Kornwachstums
Das herkömmliche Sintern erfordert oft eine längere Einwirkung von Spitzentemperaturen, um die Dichte zu maximieren, was unbeabsichtigt zu großem und sprödem Kornwachstum führt.
Da das Heißpressen Druck zur Unterstützung der Verdichtung nutzt, erfordert der Prozess deutlich niedrigere Temperaturen oder kürzere Dauern. Dies bewahrt eine feine, gleichmäßige Mikrostruktur – und potenziell nanokristalline Strukturen –, was für die Aufrechterhaltung hoher Duktilität und Festigkeit in Ti-6Al-4V entscheidend ist.
Verhinderung von Oxidation und Versprödung
Titan und Aluminium haben bei erhöhten Temperaturen eine extrem hohe Affinität zu Sauerstoff.
Die Hochvakuumumgebung (z. B. 10⁻³ Pa) reduziert den Sauerstoffpartialdruck erheblich. Dies erleichtert die Entfernung von adsorbierten Gasen und flüchtigen Verunreinigungen von der Pulveroberfläche, verhindert die Bildung spröder Oxide und gewährleistet eine saubere, metallische Bindung an den Korngrenzen.
Prozesseffizienz und Arbeitsablauf
Integration von Schritten
Die herkömmliche Pulvermetallurgie umfasst oft eine komplexe Abfolge: Kaltpressen, Sintern, Walzen und mehrstufiges Glühen.
Das Vakuum-Heißpressen integriert Formgebung und Sintern in einem Schritt. Diese Konsolidierung verkürzt den Vorbereitungszyklus erheblich und vereinfacht den gesamten Fertigungsablauf.
Reduzierung der Nachbearbeitung
Durch das sofortige Erreichen einer nahezu Nettoform mit hoher Dichte wird die Notwendigkeit sekundärer Verdichtungsprozesse (wie Heißisostatisches Pressen oder schweres Walzen) oft reduziert oder eliminiert.
Verständnis der Kompromisse
Geometrische Einschränkungen
Während das Heißpressen überlegene Materialeigenschaften bietet, ist es im Allgemeinen auf einfachere Geometrien (Scheiben, Platten, Zylinder) beschränkt im Vergleich zum Kaltpressen/Sintern oder Metal Injection Molding. Der uniaxial Druck erschwert die Erstellung komplexer Hinterschnitte oder interner Merkmale ohne teure, komplexe Werkzeugkonstruktionen.
Durchsatz und Kosten
Dies ist ein Batch-Prozess, oft langsamer als der kontinuierliche Durchsatz, der mit Bandöfen im herkömmlichen Sintern möglich ist. Darüber hinaus sind die beim Heißpressen verwendeten Graphitwerkzeuge Verbrauchsmaterialien, die sich mit der Zeit abnutzen und die Betriebskosten im Vergleich zu wiederverwendbaren Stahlwerkzeugen beim Kaltpressen erhöhen.
Die richtige Wahl für Ihr Ziel treffen
Um festzustellen, ob Vakuum-Heißpressen die richtige Lösung für Ihre Ti-6Al-4V-Anwendung ist, bewerten Sie Ihre spezifischen Anforderungen:
- Wenn Ihr Hauptaugenmerk auf maximaler mechanischer Leistung liegt: Wählen Sie Vakuum-Heißpressen, um eine nahezu schmiedeeiserne Festigkeit, hohe Dichte (98 %+) und feine Kornstrukturen zu erzielen, die Ermüdung widerstehen.
- Wenn Ihr Hauptaugenmerk auf komplexer Geometrie liegt: Bleiben Sie beim herkömmlichen Kaltpressen und Sintern (oder MIM), da das Heißpressen durch die Einschränkungen der uniaxialen Werkzeugverdichtung begrenzt ist.
- Wenn Ihr Hauptaugenmerk auf Materialreinheit liegt: Verlassen Sie sich auf Vakuum-Heißpressen, um flüchtige Verunreinigungen aktiv zu entfernen und Oxidation während der kritischen Hochtemperaturphasen zu verhindern.
Vakuum-Heißpressen ist nicht nur eine Heizmethode; es ist eine mechanische Kraftfunktion, die strukturelle Integrität garantiert, wo die herkömmliche thermische Diffusion versagt.
Zusammenfassungstabelle:
| Merkmal | Vakuum-Heißpress-Sintern | Herkömmliches Kaltpress-Sintern |
|---|---|---|
| Prozessintegration | Gleichzeitige Wärme & Druck (Einzelschritt) | Getrennte Formgebungs- & Heizphasen |
| Relative Dichte | Hoch (98 % - 99 %+) | Niedriger (abhängig von Restporosität) |
| Mikrostruktur | Feine, gleichmäßige Kornkonservierung | Risiko von Kornvergröberung/Sprödigkeit |
| Verunreinigungskontrolle | Hochvakuum verhindert Oxidation/Versprödung | Höheres Risiko von Oberflächenkontamination |
| Geometrie | Einfache Formen (Scheiben, Platten, Zylinder) | Hohe Komplexität (MIM/Nettoform) |
| Mechanische Eigenschaften | Vergleichbar mit geschmiedeten Materialien | Geringere Ermüdungs- und Zugfestigkeit |
Verbessern Sie Ihre Materialleistung mit KINTEK
Maximieren Sie die strukturelle Integrität Ihrer Ti-6Al-4V-Komponenten durch die Nutzung der fortschrittlichen Vakuum-Heißpress-Technologie von KINTEK. Unterstützt durch erstklassige F&E und weltklasse Fertigung bieten wir Hochleistungs-Vakuum-, CVD-, Muffel-, Rohr- und Rotationssysteme – alle vollständig an Ihre spezifischen metallurgischen Anforderungen anpassbar.
Ob Sie Mikroporen-Defekte beseitigen oder nanokristalline Strukturen erhalten müssen, unser Ingenieurteam ist bereit, die von Ihnen geforderte Präzision zu liefern. Kontaktieren Sie KINTEK noch heute, um die Hochtemperaturverarbeitung Ihres Labors zu optimieren.
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Heißpressen-Ofenmaschine für Laminierung und Erwärmung
- Vakuum-Heißpressofen Maschine Beheizter Vakuum-Pressrohr-Ofen
- 600T Vakuum-Induktions-Heißpresse Vakuum-Wärmebehandlung und Sinterofen
- Vakuum-Heißpressen-Ofen Maschine Beheizte Vakuumpresse
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
Andere fragen auch
- Was sind die Hauptkomponenten eines Vakuum-Heizpressenofens? Beherrschen Sie die Kernsysteme für die präzise Materialverarbeitung
- Wie haben Vakuum-Heißpressöfen die Materialverarbeitung revolutioniert? Erzielen Sie überlegene Dichte und Reinheit
- Welche Industrien profitieren von der Verwendung von Vakuum-Heißpressöfen? Erschließen Sie Hochleistungswerkstoffe für Ihre Branche
- Welche Überlegungen leiten die Auswahl von Heizelementen und Druckbeaufschlagungsmethoden für eine Vakuum-Heißpresse?
- Was ist die Hauptfunktion der Vakuumumgebung in einem Vakuum-Heißpress-Ofen bei der Verarbeitung von Titanlegierungen? Verhinderung von Versprödung für überlegene Duktilität



















