Kurz gesagt bietet das Vakuumlöten eine überragende Fugenintegrität und Dimensionsstabilität für Aluminiumkomponenten im Vergleich zum traditionellen Schweißen. Dies wird erreicht, indem der Fügeprozess in einem Vakuum durchgeführt wird, was die Oxidation verhindert, ohne korrosive Flussmittel zu benötigen, und indem die gesamte Baugruppe gleichmäßig erhitzt wird, um wärmebedingte Verformungen zu minimieren.
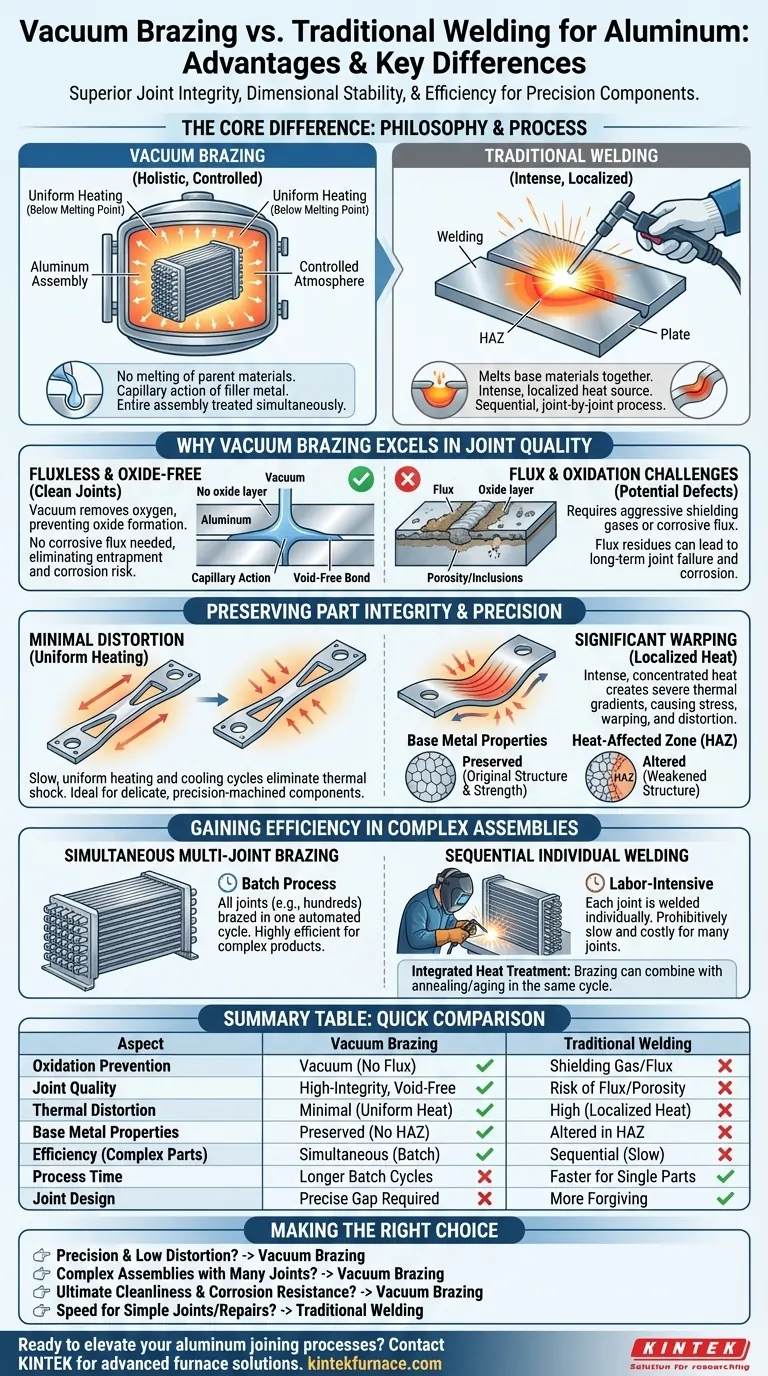
Der grundlegende Unterschied liegt in der Philosophie: Schweißen ist ein intensiver, lokalisierter Prozess, der Basismaterialien miteinander verschmilzt, während Vakuumlöten ein ganzheitlicher, kontrollierter thermischer Prozess ist, der Komponenten verbindet, ohne sie zu schmelzen. Dieser Unterschied macht das Vakuumlöten zur definitiven Wahl für hochpräzise, komplexe oder verformungsempfindliche Aluminiumbaugruppen.

Warum Vakuumlöten bei der Fugenqualität hervorragend ist
Die größte Herausforderung beim Fügen von Aluminium ist seine sofortige und hartnäckige Oxidschicht. Vakuumlöten löst dieses grundlegende Problem direkt.
Oxidation ohne Flussmittel eliminieren
In einem Vakuumofen wird der Sauerstoff aus der Umgebung entfernt. Dies verhindert die Bildung von Aluminiumoxid, das sonst den Fluss des Lötmetalls hemmen und die Verbindung schwächen würde.
Traditionelles Schweißen muss diese Oxidschicht aggressiv bekämpfen, indem es Schutzgase (wie bei WIG/MIG) oder chemische Flussmittel verwendet. Diese Flussmittel sind korrosiv und müssen nach dem Schweißen sorgfältig gereinigt werden, um langfristige Fugenversagen zu verhindern, was einen zusätzlichen Schritt und ein Risiko im Prozess darstellt.
Da das Vakuumlöten ein flussmittelfreier Prozess ist, erzeugt es außergewöhnlich saubere, starke Verbindungen, die frei vom Risiko von Flussmitteleinschlüssen oder Korrosion nach dem Löten sind.
Hochintegre Verbindungen erzielen
Beim Vakuumlöten wird ein Lötmetall mit einem niedrigeren Schmelzpunkt an die Verbindungsstelle gebracht. Während die Baugruppe gleichmäßig erhitzt wird, schmilzt dieses Lötmetall und wird durch Kapillarwirkung in den engen Spalt zwischen den Grundkomponenten gezogen.
Dieser Prozess stellt sicher, dass die gesamte Fugenfläche benetzt wird, wodurch eine starke, durchgehende und porenfreie Verbindung entsteht.
Erhaltung der Teileintegrität und Präzision
Für Komponenten, bei denen die Maßgenauigkeit entscheidend ist, ist die Art der Wärmeanwendung von größter Bedeutung. Die lokalisierte Hitze beim Schweißen ist in dieser Hinsicht der größte Nachteil.
Minimierung thermischer Verformung
Schweißen führt intensive, konzentrierte Wärme durch einen Lichtbogen oder eine Flamme ein. Dies erzeugt starke thermische Gradienten über das Bauteil, die zu Spannungen führen, die Verwerfungen und Verformungen verursachen.
Im Gegensatz dazu erwärmt das Vakuumlöten die gesamte Baugruppe langsam und gleichmäßig in einem Ofen. Der anschließende Abkühlzyklus wird ebenfalls präzise gesteuert. Dieser Mangel an Thermoschock eliminiert Verformungen praktisch vollständig, was es ideal für empfindliche oder präzisionsgefertigte Komponenten macht.
Erhaltung der Grundmetalleigenschaften
Schweißen funktioniert durch das Schmelzen der Grundmaterialien. Dies erzeugt eine wärmebeeinflusste Zone (WEZ), in der die kristalline Struktur und die mechanischen Eigenschaften des Grundmetalls verändert werden, oft auf unerwünschte Weise.
Das Vakuumlöten erfolgt bei einer Temperatur unterhalb des Schmelzpunktes der Aluminiumkomponenten. Die Grundmaterialien bleiben fest und behalten ihre ursprüngliche Festigkeit, Härte und metallurgischen Eigenschaften bei.
Effizienzsteigerung bei komplexen Baugruppen
Während eine einzelne Schweißnaht schnell sein kann, bietet das Vakuumlöten für die richtige Art von Produkt eine unübertroffene Effizienz.
Gleichzeitiges Löten mehrerer Verbindungen
Für eine komplexe Baugruppe wie einen Wärmetauscher mit Hunderten von Lamellen und Rohren wäre das individuelle Schweißen jeder Verbindung unerschwinglich langsam und arbeitsintensiv.
Beim Vakuumlöten kann die gesamte Baugruppe mit Lötmetall vorbereitet und in den Ofen gelegt werden. Alle Verbindungen – ob ein Dutzend oder tausend – werden gleichzeitig in einem einzigen, automatisierten Zyklus gelötet.
Wärmebehandlung integrieren
Da die Komponente bereits in einem computergesteuerten Ofen ist, kann der Heiz- und Kühlzyklus so konzipiert werden, dass er einen doppelten Zweck erfüllt.
Der Lötzyklus kann mit einem erforderlichen Wärmebehandlungsprozess, wie Glühen oder Aushärten, kombiniert werden. Diese Konsolidierung der Fertigungsschritte spart erheblich Zeit, Handhabung und Energie.
Die Kompromisse verstehen
Obwohl leistungsstark, ist das Vakuumlöten keine Universallösung. Das Verständnis seiner Einschränkungen ist entscheidend für eine fundierte Entscheidung.
Prozesszeit und Batching
Ein Vakuumofenzyklus ist ein langer Prozess, der oft mehrere Stunden von Anfang bis Ende dauert. Es handelt sich um einen Chargenprozess, der für die Einzelteilfertigung oder schnelle Reparaturen ineffizient ist, wo das Schweißen viel schneller wäre.
Fugendesign und Spaltkontrolle
Das Vakuumlöten basiert auf Kapillarwirkung, die einen spezifischen und konsistenten Spalt zwischen den Teilen (typischerweise 0,002 bis 0,005 Zoll) erfordert. Dies erfordert ein präzises Fugendesign und eine präzise Komponentenfertigung, da es weniger Fehler bei schlechter Passung verzeiht als das Schweißen.
Ausrüstung und Kosten
Vakuumöfen stellen eine erhebliche Kapitalinvestition dar und erfordern eine beträchtliche Infrastruktur. Dies macht den Prozess eher für etablierte Produktionsumgebungen geeignet als für kleine Werkstätten oder Prototyping, wo die Flexibilität und die geringen Einstiegskosten des Schweißens vorteilhaft sind.
Die richtige Wahl für Ihre Anwendung treffen
Ihre endgültige Entscheidung sollte von den nicht verhandelbaren Anforderungen Ihres Projekts bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf Präzision und minimaler Verformung liegt: Vakuumlöten ist aufgrund seiner gleichmäßigen Erwärmung für empfindliche, dünnwandige oder hochtolerante Komponenten überlegen.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden komplexer Baugruppen mit vielen Verbindungen liegt: Die Möglichkeit, alle Verbindungen gleichzeitig zu löten, macht das Vakuumlöten für Produkte wie Wärmetauscher oder Hohlleiter hocheffizient.
- Wenn Ihr Hauptaugenmerk auf ultimativer Fugenreinheit und Korrosionsbeständigkeit liegt: Die flussmittelfreie Natur des Vakuumlötens bietet die sauberste mögliche Verbindung und eliminiert das Risiko von Restflussmittelkorrosion.
- Wenn Ihr Hauptaugenmerk auf Geschwindigkeit für einfache Verbindungen, Reparaturen oder strukturelle Fertigung liegt: Traditionelle Schweißmethoden sind typischerweise schneller, mobiler und verzeihen ungenauere Teilepassungen eher.
Indem Sie diese Kernunterschiede verstehen, können Sie den Fügeprozess, der Ihren spezifischen Qualitäts-, Effizienz- und Designanforderungen entspricht, sicher auswählen.
Zusammenfassungstabelle:
| Aspekt | Vakuumlöten | Traditionelles Schweißen |
|---|---|---|
| Oxidationsvermeidung | Verwendet Vakuumumgebung, kein Flussmittel | Erfordert Schutzgase oder korrosives Flussmittel |
| Fugenqualität | Hochintegre, porenfreie Verbindungen durch Kapillarwirkung | Kann Flussmitteleinschlüsse haben, Korrosionsrisiko |
| Thermische Verformung | Minimal aufgrund gleichmäßiger Erwärmung | Hoch aufgrund lokalisierter Hitze, verursacht Verzug |
| Eigenschaften des Grundmetalls | Erhalten, keine WEZ | Verändert in der wärmebeeinflussten Zone (WEZ) |
| Effizienz für komplexe Baugruppen | Mehrere Verbindungen gleichzeitig gelötet | Verbindungen einzeln geschweißt, langsamer bei vielen Teilen |
| Prozesszeit | Längere Chargenzyklen (Stunden) | Schneller für Einzelteile oder Reparaturen |
| Fugendesign | Erfordert präzise Spaltkontrolle (0,002-0,005 Zoll) | Verzeiht Passungsabweichungen eher |
| Kosten und Ausrüstung | Hohe Kapitalinvestition für Öfen | Geringere Einstiegskosten, mobiler |
Bereit, Ihre Aluminiumfügeprozesse mit Präzision und Effizienz zu verbessern? Bei KINTEK nutzen wir außergewöhnliche Forschung und Entwicklung sowie die hauseigene Fertigung, um fortschrittliche Hochtemperatur-Ofenlösungen anzubieten, die auf Ihre Bedürfnisse zugeschnitten sind. Unsere Produktlinie, einschließlich Muffel-, Rohr-, Drehrohröfen, Vakuum- und Atmosphäreöfen sowie CVD/PECVD-Systemen, wird durch starke, tiefgreifende Anpassungsmöglichkeiten ergänzt, um einzigartige experimentelle Anforderungen präzise zu erfüllen. Ganz gleich, ob Sie an hochpräzisen Komponenten, komplexen Baugruppen oder anspruchsvollen korrosionsbeständigen Anwendungen arbeiten, unser Vakuumlöt-Know-how kann Ihnen helfen, überragende Ergebnisse zu erzielen. Kontaktieren Sie uns noch heute, um zu besprechen, wie wir Ihren Fertigungsablauf optimieren und zuverlässige, hochwertige Ergebnisse für Ihr Labor liefern können!
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Wärmebehandlungsofen zum Sintern und Löten
- Vakuum-Heißpressen-Ofenmaschine für Laminierung und Erwärmung
- Vakuum-Wärmebehandlungs-Sinterofen Molybdän-Draht-Vakuumsinterofen
- Kleiner Vakuum-Wärmebehandlungs- und Sinterofen für Wolframdraht
- Molybdän-Vakuum-Wärmebehandlungsofen
Andere fragen auch
- Welche Vorteile bietet die Verwendung eines Vakuum-Wärmebehandlungsofens? Erreichen Sie überragende Materialqualität und -kontrolle
- Welche Bedeutung hat das Vakuumlöten in der modernen Fertigung? Erzielen Sie starke, reine Verbindungen für kritische Anwendungen
- Was sind die Vorteile der Verwendung von Vakuumwärmebehandlungsöfen für Metalllegierungen? Erreichen Sie überlegene Metalleigenschaften und -leistungen
- Welche Schritte sind bei einer typischen Vakuumlötung erforderlich? Beherrschen Sie den Prozess für starke, saubere Verbindungen
- Wie hoch ist die Temperatur beim Hartlöten im Vakuumofen? Optimieren Sie Ihre Verbindungsfestigkeit und Sauberkeit










