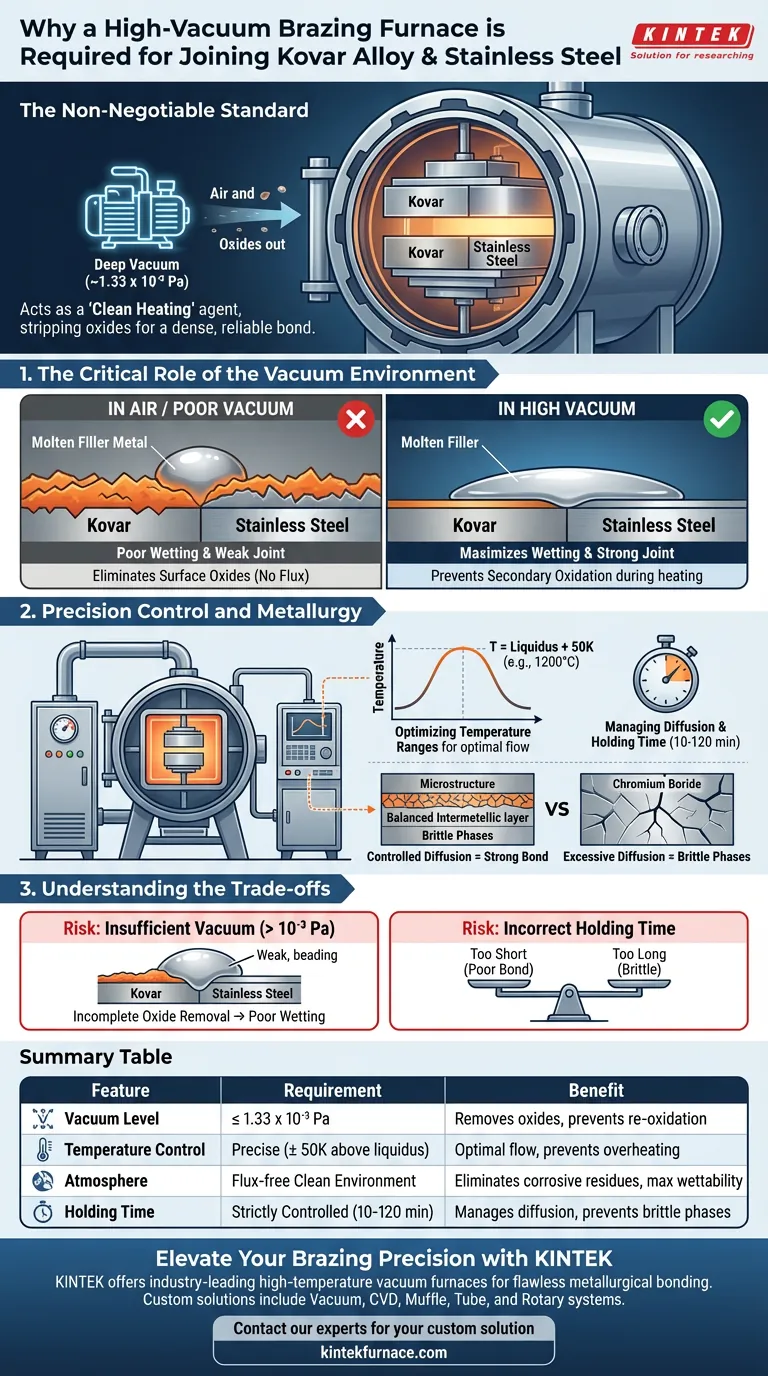
Ein Hochvakuum-Lötofen ist der nicht verhandelbare Standard für das Verbinden von Kovarlegierungen und Edelstahl, da er die spezifischen Umgebungsbedingungen schafft, die erforderlich sind, um Oberflächenoxide zu entfernen. Durch die Aufrechterhaltung eines tiefen Vakuums – typischerweise um $1,33 \times 10^{-3} \text{ Pa}$ – verhindert der Ofen, dass die Grundmetalle und das Füllmaterial während des Heizprozesses wieder oxidieren, und stellt sicher, dass das flüssige Füllmaterial die Oberfläche richtig benetzen und eine strukturelle Verbindung herstellen kann.
Die Kernfunktion der Hochvakuumumgebung besteht darin, als "sauberes Heizmittel" zu fungieren, das vorhandene Oxidfilme effektiv entfernt und die Materialien vor sekundärer Oxidation schützt, um eine dichte, zuverlässige metallurgische Verbindung zu gewährleisten.
Die entscheidende Rolle der Vakuumumgebung
Entfernung von Oberflächenoxiden
Sowohl Kovar als auch Edelstahl entwickeln auf ihrer Oberfläche natürliche Oxidfilme. Diese Filme wirken als physikalische Barriere, die verhindert, dass Lötfüllmetalle an das Substrat binden.
Ein Hochvakuumofen entfernt diese Oxidfilme effektiv, ohne dass korrosive chemische Flussmittel erforderlich sind. Dies stellt sicher, dass das Grundmetall chemisch aktiv und bereit zur Bindung ist.
Verhinderung von Sekundäroxidation
Metalle werden bei steigenden Temperaturen hochreaktiv. Wenn sie in Luft oder einem schlechten Vakuum erhitzt werden, würden sich die Grundmetalle und das Füllmetall schnell oxidieren, was die Verbindung ruiniert.
Die Vakuumumgebung verhindert diese "Sekundäroxidation". Sie hält während des gesamten Heizzyklus eine makellose Atmosphäre aufrecht und schützt die Integrität der Materialien.
Maximierung der Benetzbarkeit und Ausbreitung
Für eine starke Verbindung muss das geschmolzene Füllmetall reibungslos über das Grundmetall fließen, eine Eigenschaft, die als Benetzbarkeit bekannt ist.
Oxide sind der Hauptfeind der Benetzbarkeit. Durch die Gewährleistung einer oxidfreien Oberfläche ermöglicht die Hochvakuumumgebung dem Füllmetall, sich gleichmäßig zu verteilen und den Verbindungsspalt vollständig zu durchdringen.
Präzisionskontrolle und Metallurgie
Optimierung von Temperaturbereichen
Über die Sauberkeit hinaus bieten diese Öfen eine präzise thermische Regelung. Hochwertige Verbindungen erfordern in der Regel eine Verarbeitung bei spezifischen Temperaturen, oft etwa 50 K über der Liquidustemperatur des Füllmaterials (z. B. $1200^\circ\text{C}$).
Diese Präzision stellt sicher, dass das Füllmaterial optimal fließt, ohne die empfindlichen Grundmaterialien zu überhitzen.
Steuerung von Diffusion und spröden Phasen
Die Festigkeit einer Kovar-zu-Edelstahl-Verbindung wird dadurch bestimmt, wie Elemente zwischen den Metallen diffundieren. Übermäßige Diffusion kann jedoch zur Bildung spröder Zwischenphasen wie Chromboride führen.
Hochvakuumöfen ermöglichen eine exakte Kontrolle der "Haltezeit" (z. B. 10, 30 oder 120 Minuten). Dies ermöglicht es Ingenieuren, den Prozess fein abzustimmen und sicherzustellen, dass genügend Diffusion für eine starke Verbindung stattfindet, während gleichzeitig das Wachstum spröder Strukturen begrenzt wird, die Risse verursachen könnten.
Verständnis der Kompromisse
Das Risiko eines unzureichenden Vakuums
Wenn der Vakuumgrad nicht ausreichend niedrig ist (z. B. schwächer als $10^{-6} \text{ mbar}$ oder $1,33 \times 10^{-3} \text{ Pa}$), ist die Oxidentfernung unvollständig.
Dies führt zu schlechter Benetzung, bei der sich das Füllmetall zusammenballt, anstatt sich auszubreiten, was zu einer schwachen oder unterbrochenen Verbindung führt.
Ausgleich von Zeit und Sprödigkeit
Es gibt einen feinen Ausgleich bezüglich der Haltezeit bei Spitzentemperatur. Kurze Zeiten erlauben möglicherweise keine ausreichende Füllmaterialfluss oder Bindung.
Das Verlängern der Haltezeit zu lange fördert jedoch das Wachstum spröder intermetallischer Verbindungen. Dies verringert die mechanische Integrität der Verbindung und macht sie anfällig für Versagen unter Belastung.
Die richtige Wahl für Ihr Ziel treffen
Um den Erfolg Ihres Lötprojekts zu gewährleisten, stimmen Sie Ihre Prozessparameter auf Ihre spezifischen mechanischen Anforderungen ab:
- Wenn Ihr Hauptaugenmerk auf Benetzung und Abdeckung liegt: Priorisieren Sie das Erreichen und Aufrechterhalten des tiefstmöglichen Vakuumgrads, um eine vollständige Oxidentfernung zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf mechanischer Zähigkeit liegt: Kontrollieren Sie die Haltezeit streng, um die Bildung spröder Chromboridphasen an der Verbindungsstelle zu begrenzen.
- Wenn Ihr Hauptaugenmerk auf Prozesswiederholbarkeit liegt: Nutzen Sie die präzisen Temperaturregelungen, um den Prozess genau 50 K über der Liquidustemperatur des Füllmaterials zu halten.
Der Erfolg beim Vakuumlöten beruht darauf, das Vakuum nicht nur als leeren Raum zu behandeln, sondern als aktives Werkzeug für die Oberflächenvorbereitung und chemische Kontrolle.
Zusammenfassungstabelle:
| Merkmal | Anforderung an das Hochvakuumlöten | Vorteil für Kovar/Edelstahl |
|---|---|---|
| Vakuumgrad | $\leq 1,33 \times 10^{-3}$ Pa | Entfernt Oberflächenoxide und verhindert Sekundäroxidation |
| Temperaturkontrolle | Präzise ($\pm$ 50 K über Liquidus) | Gewährleistet optimalen Füllmaterialfluss ohne Überhitzung der Grundmetalle |
| Atmosphäre | Flussmittelfreie saubere Umgebung | Eliminiert korrosive Rückstände und maximiert die Benetzbarkeit |
| Haltezeit | Streng kontrolliert (10-120 Min.) | Steuert die Elementdiffusion zur Verhinderung der Bildung spröder Phasen |
Erhöhen Sie Ihre Lötpräzision mit KINTEK
Lassen Sie nicht zu, dass Oxidation die Integrität Ihrer kritischen Kovar- und Edelstahlverbindungen beeinträchtigt. KINTEK bietet branchenführende Hochtemperatur-Vakuumöfen, die entwickelt wurden, um die tiefen Vakuumgrade und die thermische Präzision zu liefern, die für makellose metallurgische Verbindungen erforderlich sind.
Unterstützt durch erstklassige F&E und Fertigung bietet KINTEK Vakuum-, CVD-, Muffel-, Rohr- und Rotationssysteme, die alle vollständig an Ihre individuellen Labor- oder Produktionsspezifikationen angepasst werden können. Sorgen Sie für maximale Verbindungszähigkeit und wiederholbare Ergebnisse mit unseren spezialisierten Heizlösungen.
Bereit, Ihren Lötprozess zu optimieren? Kontaktieren Sie noch heute unsere Experten, um Ihre individuelle Lösung zu finden.
Visuelle Anleitung
Referenzen
- The Influence of the Size of the Brazing Gap on the Structure and Strength of Kovar Joints with Stainless Steel. DOI: 10.15407/mfint.47.03.0271
Dieser Artikel basiert auch auf technischen Informationen von Kintek Furnace Wissensdatenbank .
Ähnliche Produkte
- Vakuum-Wärmebehandlungsofen zum Sintern und Löten
- Hochdruck-Labor-Vakuum-Rohrofen Quarz-Rohrofen
- 2200 ℃ Wolfram-Vakuum-Wärmebehandlungs- und Sinterofen
- 9MPa Luftdruck Vakuum Wärmebehandlungs- und Sinterofen
- 2200 ℃ Graphit-Vakuum-Wärmebehandlungsofen
Andere fragen auch
- Was sind die technischen Vorteile der Verwendung von Ti-35Ni-25Nb-Folie? Hohe Zähigkeit und Beta-Phasen-Stabilität.
- Welche Rolle spielen Hochpräzisionsöfen bei der Wärmebehandlung von Inconel 718? Master Microstructural Engineering
- Wie hoch ist die Temperatur beim Hartlöten im Vakuumofen? Optimieren Sie Ihre Verbindungsfestigkeit und Sauberkeit
- Was ist die Funktion von industriellen Vakuum-Wärmebehandlungsöfen? Steigerung der Qualität von 3D-gedrucktem Maraging-Stahl
- Welche Schritte sind bei einer typischen Vakuumlötung erforderlich? Beherrschen Sie den Prozess für starke, saubere Verbindungen



















