Der unsichtbare Fehler
Ein Ingenieur inspiziert unter hellem Licht eine frisch gelötete Komponente. Die Abmessungen sind perfekt, die Metallurgie solide, aber es gibt eine subtile Verfärbung auf der Oberfläche – ein geisterhafter blauer Schimmer, wo keiner sein sollte. Der Zyklus lief korrekt, die Temperatur war präzise, die Vakuumpumpe funktionierte einwandfrei.
Der Schuldige war kein katastrophaler Ausfall. Es war ein unsichtbarer Eindringling: die Atmosphäre.
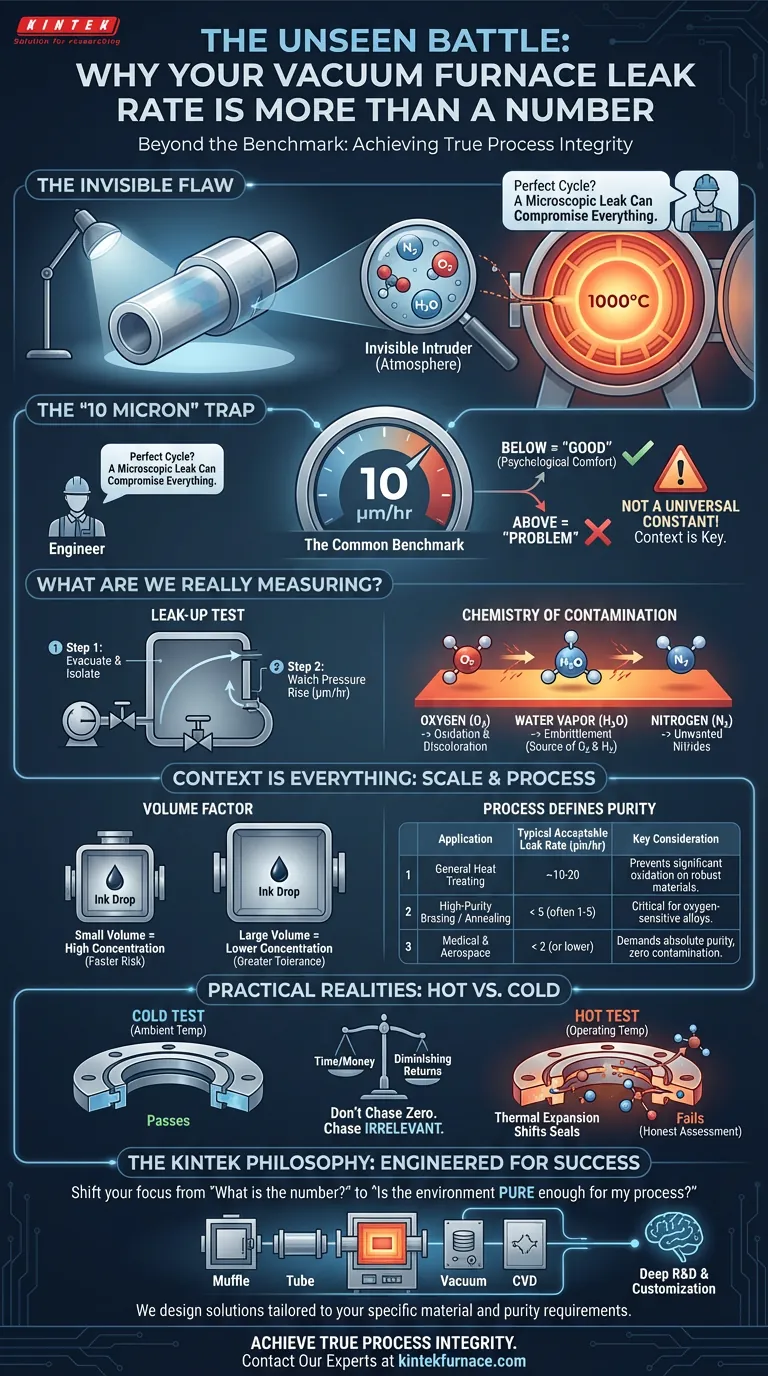
Ein mikroskopisch kleines Leck, für das Auge nicht wahrnehmbar, ließ einen Schwall Luft in die Kammer eindringen. Bei 1000°C reichten diese wenigen verirrten Sauerstoffmoleküle aus, um das Teil zu beeinträchtigen. Dies ist der stille, ständige Kampf, dem jeder Hochtemperaturprozess ausgesetzt ist.
Der Reiz einer einfachen Zahl
In der Welt der Vakuumöfen ist die Zahl, die man am häufigsten hört, 10 Mikron pro Stunde. Sie wird als Goldstandard für eine akzeptable Leckrate dargestellt.
Unser Verstand sehnt sich nach diesen einfachen Maßstäben. Sie bieten ein klares, messbares Ziel in einem komplexen System. Wenn Ihr Ofen unter 10 µm/Stunde liegt, sind Sie "gut". Wenn er darüber liegt, haben Sie ein Problem.
Aber dieser psychologische Komfort ist eine Falle. Eine "gute" Leckrate ist keine universelle Konstante; sie ist eine Variable, die tief mit Ihrem spezifischen Prozess verbunden ist. Sich auf eine einzige Zahl zu fixieren, ohne ihren Kontext zu verstehen, ist, als würde man einen Marathonläufer nur nach seiner Herzfrequenz beurteilen, ohne zu wissen, ob er sprintet oder sich ausruht.
Was messen wir wirklich?
Wenn wir einen "Leckaufbau"-Test durchführen, messen wir nicht nur eine Druckänderung. Wir hören dem Ofen zu, wie er gesteht, wie viel von der Außenwelt er hereinlässt.
Der Leckaufbau-Test: Ein Geständnis der Kammer
Der Test ist im Prinzip einfach: Evakuieren Sie die Kammer, isolieren Sie sie von den Pumpen und beobachten Sie den Druckanstieg. Das Ergebnis in Mikron pro Stunde (µm/Stunde) ist ein direktes Maß für die Integrität der Kammer. Eine höhere Zahl bedeutet eine größere Lücke in Ihren Abwehrmaßnahmen gegen die Atmosphäre.
Die Chemie der Kontamination
Diese Lücke lässt atmosphärische Gase – hauptsächlich Stickstoff, Sauerstoff und Wasserdampf – zu ungebetenen Gästen bei einer Hochtemperaturparty werden. Bei Umgebungstemperaturen sind sie harmlos. Bei der sengenden Hitze eines Ofenzyklus werden sie zu hochreaktiven Chaosagenten.
- Sauerstoff verursacht Oxidation und Verfärbung.
- Wasserdampf ist eine starke Quelle für Sauerstoff und Wasserstoff, die zu Versprödung führen können.
- Stickstoff kann unerwünschte Nitride auf der Oberfläche bestimmter Materialien bilden.
Für einen empfindlichen Prozess wie das Hartlöten eines medizinischen Implantats oder das Glühen von Titan kann selbst eine Spurenmenge dieser Kontamination den Unterschied zwischen einer perfekten metallurgischen Verbindung und einem kostspieligen Produktversagen ausmachen.
Kontext ist alles: Jenseits des Maßstabs
Die Faustregel von 10 µm/Stunde bricht unter der Last des Kontexts zusammen. Was für den einen Prozess perfekt akzeptabel ist, kann für den anderen katastrophal sein.
Die Größe zählt: Der Volumenfaktor
Stellen Sie sich vor, Sie geben einen einzigen Tropfen Tinte in ein Glas Wasser im Vergleich zu einem Schwimmbecken. Die Konzentration des Schadstoffs ist drastisch unterschiedlich.
Das gleiche Prinzip gilt für das Ofenvolumen. Ein Leck von 10 µm/Stunde erhöht den Partialdruck von Verunreinigungen in einem kleinen Laböfen weitaus schneller als in einer massiven Industrieanlage. Ein größerer Ofen kann oft eine numerisch höhere Leckrate tolerieren und gleichzeitig die für den Prozess erforderliche Reinheit aufrechterhalten.
Der Prozess definiert die Reinheit
Der wichtigste Faktor ist die Anwendung selbst. Ihre Prozessanforderungen sollten das endgültige Urteil über Ihre Leckrate sein.
| Anwendung | Typische akzeptable Leckrate (µm/Stunde) | Wichtige Überlegung |
|---|---|---|
| Allgemeine Wärmebehandlung | ~10-20 | Verhindert signifikante Oxidation auf robusten Materialien. |
| Hochreines Hartlöten / Glühen | < 5 (oft 1-5) | Entscheidend für sauerstoffempfindliche Legierungen und saubere Oberflächen. |
| Medizinische und Luft- und Raumfahrtkomponenten | < 2 (oder so niedrig wie möglich) | Erfordert absolute Reinheit, um jegliche Kontamination zu verhindern. |
Wenn Sie ein einfaches Stahlwerkzeug härten, können 15 µm/Stunde in Ordnung sein. Wenn Sie Komponenten für einen Satelliten herstellen, ist die gleiche Leckrate eine Einladung zum Versagen.
Die praktischen Realitäten einer unvollkommenen Abdichtung
Ein perfektes Vakuum zu erreichen, ist ein theoretisches Ideal. In der Praxis müssen wir Leistung und Realität abwägen.
Die Jagd nach Null: Der Punkt abnehmender Erträge
Das Finden und Beheben von Lecks kostet Zeit und Geld. Das Streben nach einer Leckrate von 1 µm/Stunde, wenn Ihr Prozess nur 10 µm/Stunde erfordert, kann zu übermäßigen Ausfallzeiten und Wartungskosten führen, ohne dass sich die Produktqualität spürbar verbessert. Das Ziel sind keine Null-Lecks; es ist eine Leckrate, die niedrig genug ist, um für Ihr Ergebnis irrelevant zu sein.
Die Kalt-gegen-Warm-Täuschung
Ein Ofen kann täuschen. Eine Kammer, die im kalten Zustand einen Leckaufbau-Test mit Bravour besteht, kann im heißen Zustand erhebliche Lecks entwickeln. Die Wärmeausdehnung führt dazu, dass Flansche, Dichtungen und Verbindungsstücke sich verschieben und neue Wege für die Atmosphäre öffnen, um einzudringen. Ein "Heißer Leckaufbau-Test", der bei oder nahe der Betriebstemperatur durchgeführt wird, liefert eine ehrlichere Einschätzung der Integrität Ihres Ofens während eines echten Zyklus.
Von einer Zahl zu einer Philosophie
Das ultimative Ziel ist nicht, eine willkürliche Zahl auf einem Vakuummeter zu erreichen. Das Ziel ist die konsistente Herstellung perfekter Teile.
Ändern Sie Ihre Denkweise von "Was ist meine Leckrate?" zu "Ist meine Vakuumumgebung rein genug für meinen Prozess?". Die Leckrate ist lediglich ein Diagnosewerkzeug, ein einzelner Datenpunkt im größeren Streben nach Prozessintegrität. Wenn Verfärbungen, Sprödigkeit oder andere Qualitätsprobleme auftreten, ist Ihre aktuelle Leckrate – unabhängig von der Zahl – zu hoch.
Diese Philosophie erfordert mehr als einen Standard-Ofen, der nach einem generischen Standard gebaut wurde. Sie erfordert ein System, das mit Ihren spezifischen Materialien und Ergebnissen im Hinterkopf entwickelt wurde. Echte Prozesskontrolle wird durch Design erreicht, bei dem die Integrität des Ofens auf die Empfindlichkeit der Anwendung zugeschnitten ist. Bei KINTEK liegt unsere Expertise genau in diesem Ansatz, indem wir anpassbare Muffel-, Rohr-, Vakuum- und CVD-Ofensysteme anbieten, die durch tiefgreifende F&E unterstützt werden. Wir entwickeln und fertigen Lösungen, um die präzisen, strengen Reinheitsanforderungen zu erfüllen, die Ihre Arbeit erfordert.
Der Kampf gegen die Atmosphäre wird nicht durch die Jagd nach einer universellen Zahl gewonnen, sondern durch die Schaffung einer Umgebung, die auf Erfolg ausgelegt ist. Wenn Sie bereit sind, über Maßstäbe hinauszugehen und echte Prozessintegrität zu erreichen, kontaktieren Sie unsere Experten.
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Heißpressofen Maschine Beheizter Vakuum-Pressrohr-Ofen
- Vakuum-Heißpressen-Ofen Maschine Beheizte Vakuumpresse
- 600T Vakuum-Induktions-Heißpresse Vakuum-Wärmebehandlung und Sinterofen
- 2200 ℃ Wolfram-Vakuum-Wärmebehandlungs- und Sinterofen
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
Ähnliche Artikel
- Warum Ihre Hochtemperaturmaterialien versagen: Der verborgene Krieg in Ihrem Ofen
- Jenseits der Teileliste: Der wahre Grund, warum Ihre Vakuum-Heißpresse versagt (und wie Sie das beheben)
- Geduld vs. Leistung: Die Wahl zwischen Heißwand- und Kaltwand-Vakuumöfen
- Wie Vakuum-Heißpressöfen die fortschrittliche Materialtechnik revolutionieren
- So wählen Sie die richtige Temperatur für Ihre Vakuum-Heizpresse für Ihre Materialien aus



















