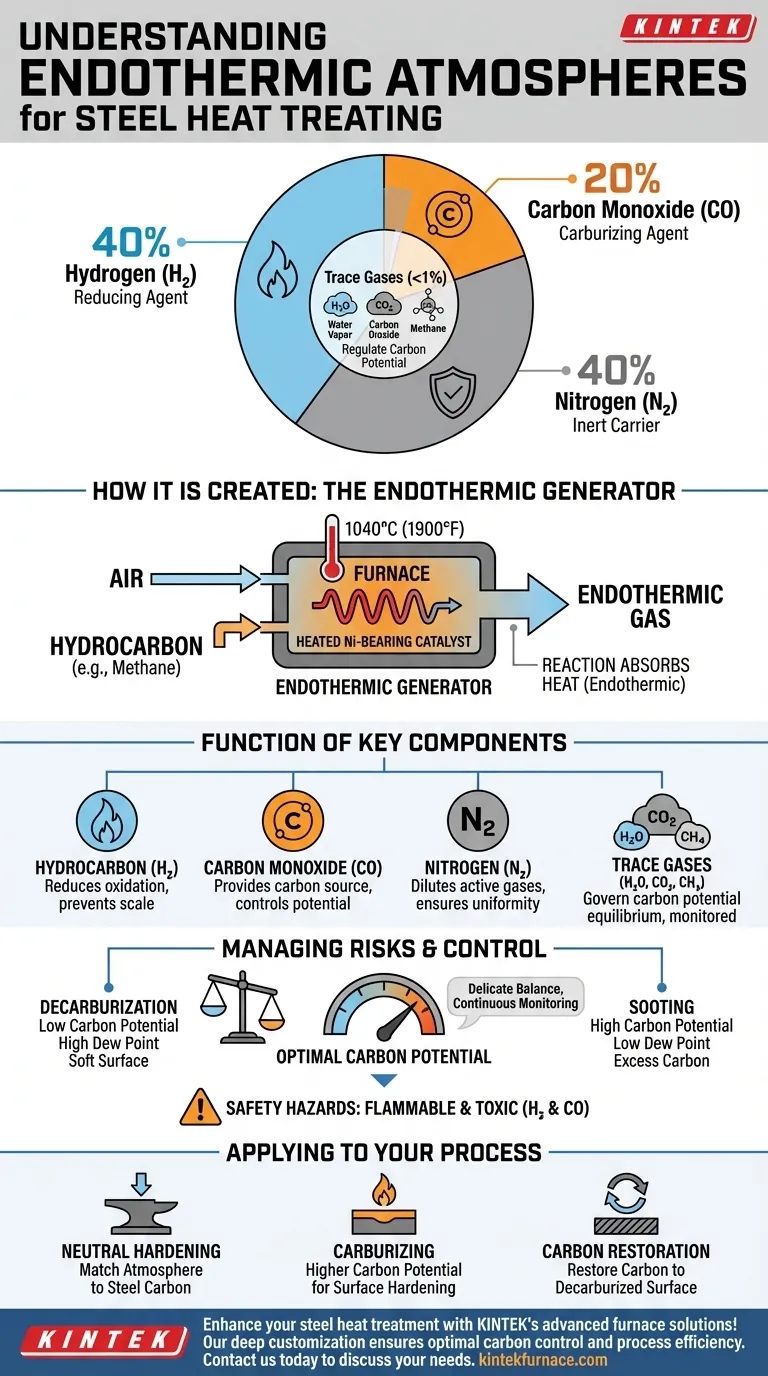
In ihrer einfachsten Form ist eine typische endotherme Atmosphäre eine präzise entwickelte Gasmischung, die zum Schutz von Stahl während der Hochtemperatur-Wärmebehandlung verwendet wird. Die nominelle Zusammensetzung beträgt ungefähr 40 % Wasserstoff (H₂), 20 % Kohlenmonoxid (CO) und 40 % Stickstoff (N₂), mit sehr geringen, kontrollierten Mengen an Wasserdampf (H₂O), Kohlendioxid (CO₂) und Methan (CH₄).
Der wahre Zweck einer endothermen Atmosphäre besteht nicht nur darin, eine schützende Decke zu bilden, sondern ein chemisch aktives Umfeld zu schaffen. Sie ist darauf ausgelegt, im Gleichgewicht mit dem Kohlenstoffgehalt des Stahls zu stehen und sowohl den Verlust als auch den unerwünschten Gewinn von Kohlenstoff an der Oberfläche zu verhindern.
Wie eine endotherme Atmosphäre erzeugt wird
Die spezifische Zusammensetzung einer endothermen Atmosphäre ist ein direktes Ergebnis ihrer Erzeugung. Sie wird nicht einfach durch Mischen von Flaschengasen erzeugt.
Die Generatorreaktion
Das Gas wird in einem Gerät erzeugt, das als endothermer Generator bezeichnet wird. Darin reagiert ein kontrolliertes Verhältnis von Luft und einem Kohlenwasserstoffgas (typischerweise Erdgas, das hauptsächlich aus Methan besteht) bei hohen Temperaturen (ca. 1040 °C oder 1900 °F).
Die Rolle des Katalysators
Diese Reaktion findet über einem erhitzten nickelhaltigen Katalysator statt. Der Katalysator erleichtert den Abbau und die Neuformung der Moleküle zur gewünschten atmosphärischen Zusammensetzung.
Warum "endotherm"
Der Prozess wird "endotherm" genannt, weil die chemische Reaktion Wärme aus ihrer Umgebung aufnimmt, um abzulaufen. Aus diesem Grund muss der Generator kontinuierlich beheizt werden, um die Reaktion aufrechtzuerhalten und eine stabile Gasmischung zu erzeugen.
Die Funktion jeder Gaskomponente
Jede Komponente der Atmosphäre spielt eine eigenständige und kritische Rolle im Wärmebehandlungsprozess. Das Verständnis dieser Rollen ist entscheidend für die Kontrolle des Ergebnisses Ihrer Stahlteile.
Wasserstoff (H₂) – Das Reduktionsmittel
Wasserstoff ist ein starkes Reduktionsmittel. Seine Hauptaufgabe ist es, vorhandenen Sauerstoff im Ofen aufzuspüren und mit ihm zu reagieren. Dies verhindert die Bildung von Eisenoxid (Zunder) auf der Stahloberfläche und hält sie sauber und hell.
Kohlenmonoxid (CO) – Der Kohlenstoffträger
Kohlenmonoxid ist das wichtigste aktive Aufkohlungsgas. Es ist die Kohlenstoffquelle, die auf den Stahl übertragen werden kann. Die Konzentration von CO, im Gleichgewicht mit anderen Gasen, bestimmt das "Kohlenstoffpotential" der Atmosphäre.
Stickstoff (N₂) – Der inerte Träger
Stickstoff ist bei typischen Härtetemperaturen weitgehend inert. Er fungiert als Trägergas, verdünnt die aktiven Komponenten (H₂ und CO) und transportiert sie durch den Ofen, um eine konsistente Umgebung um die Teile herum zu gewährleisten.
Die kritischen Spurengase (H₂O, CO₂, CH₄)
Obwohl sie in geringen Mengen (<1 %) vorhanden sind, sind diese Gase entscheidend. Das Gleichgewicht zwischen CO/CO₂ und H₂/H₂O ist das, was letztendlich das Kohlenstoffpotential steuert. Diese Spurenmengen werden kontinuierlich mittels Taupunktanalysatoren oder Sauerstoffsonden überwacht, um präzise zu steuern, ob die Atmosphäre Kohlenstoff auf der Stahloberfläche hinzufügt, entfernt oder aufrechterhält.
Verständnis der Kompromisse und Risiken
Unsachgemäß kontrolliertes endothermes Gas ist eine der häufigsten Ursachen für Wärmebehandlungsfehler. Das Gleichgewicht ist empfindlich und erfordert eine ständige Überwachung.
Das Risiko der Entkohlung
Wenn das Kohlenstoffpotential der Atmosphäre für den zu behandelnden Stahl zu niedrig ist (oft angezeigt durch einen hohen Taupunkt oder hohen CO₂), entzieht es dem Stahl aktiv Kohlenstoff aus der Oberfläche. Dies führt zu einer weichen, schwachen Oberflächenschicht, die als Entkohlung bekannt ist und zu einem Teilausfall führen kann.
Das Risiko der Verrußung
Umgekehrt, wenn das Kohlenstoffpotential zu hoch ist (angezeigt durch einen niedrigen Taupunkt oder hohes CH₄), lagert die Atmosphäre überschüssigen Kohlenstoff in Form von Ruß auf den Teilen und im Ofeninneren ab. Dies führt zu erheblichen Reinigungsproblemen und kann den Prozess beeinträchtigen.
Kritische Sicherheitsgefahren
Es ist unbedingt zu beachten, dass diese Atmosphäre sowohl brennbar als auch toxisch ist. Wasserstoff ist in Mischung mit Luft hochentzündlich, und Kohlenmonoxid ist ein tödliches Gift. Die ordnungsgemäße Ofenwartung, Belüftung und Sicherheitsprotokolle sind nicht verhandelbar.
Anwendung auf Ihren Prozess
Ihr Ziel bestimmt, wie Sie die Atmosphäre steuern. Die "nominelle" Zusammensetzung ist nur der Ausgangspunkt; die eigentliche Kontrolle erfolgt durch Anpassung des Luft/Gas-Verhältnisses zur Feinabstimmung der Spurenelemente.
- Wenn Ihr Hauptaugenmerk auf dem neutralen Härten liegt: Sie müssen das Kohlenstoffpotential der Atmosphäre genau auf den Kohlenstoffgehalt der Stahllegierung abstimmen, um weder Kohlenstoff hinzuzufügen noch zu entfernen.
- Wenn Ihr Hauptaugenmerk auf dem Aufkohlen liegt: Sie arbeiten mit einem höheren Kohlenstoffpotential, um Kohlenstoff absichtlich in die Oberfläche eines kohlenstoffarmen Stahls zu diffundieren und so eine harte, verschleißfeste Randschicht zu erzeugen.
- Wenn Ihr Hauptaugenmerk auf der Kohlenstoffrückführung liegt: Sie stellen ein Kohlenstoffpotential ein, das dem Kernkohlenstoffgehalt des Stahls entspricht, sodass Kohlenstoff in eine zuvor entkohlte Oberflächenschicht zurückdiffundieren kann.
Letztendlich geht es bei der Beherrschung einer endothermen Atmosphäre darum, ein präzises chemisches Gleichgewicht zwischen dem Gas und dem Stahl zu erreichen.
Zusammenfassungstabelle:
| Komponente | Typischer Prozentsatz | Hauptfunktion |
|---|---|---|
| Wasserstoff (H₂) | 40% | Wirkt als Reduktionsmittel, um Oxidation und Zunderbildung auf Stahloberflächen zu verhindern. |
| Kohlenmonoxid (CO) | 20% | Dient als primäres Aufkohlungsmittel, das Kohlenstoff auf den Stahl überträgt, um das Kohlenstoffpotential zu steuern. |
| Stickstoff (N₂) | 40% | Fungiert als inertes Trägergas, das aktive Komponenten zur gleichmäßigen Verteilung im Ofen verdünnt. |
| Spurengase (H₂O, CO₂, CH₄) | <1% | Regulieren das Kohlenstoffpotential durch Gleichgewicht; werden zur präzisen Steuerung überwacht, um Defekte wie Entkohlung oder Verrußung zu verhindern. |
Verbessern Sie Ihre Stahlwärmebehandlung mit den fortschrittlichen Ofenlösungen von KINTEK! Durch außergewöhnliche Forschung und Entwicklung sowie hauseigene Fertigung bieten wir verschiedenen Laboren Hochtemperaturöfen wie Muffel-, Rohr-, Dreh-, Vakuum- und Atmosphärenöfen sowie CVD/PECVD-Systeme. Unsere starke Fähigkeit zur tiefgehenden kundenspezifischen Anpassung stellt sicher, dass wir Ihre einzigartigen experimentellen Anforderungen präzise erfüllen und Ihnen helfen, eine optimale Kohlenstoffkontrolle und Prozesseffizienz zu erzielen. Kontaktieren Sie uns noch heute, um zu besprechen, wie unsere maßgeschneiderten Lösungen Ihren Betrieb unterstützen können!
Visuelle Anleitung
Ähnliche Produkte
- 1700℃ Gesteuerter Ofen mit inerter Stickstoffatmosphäre
- 1200℃ Schutzgasofen mit kontrollierter Stickstoffatmosphäre
Andere fragen auch
- Wie wird die Atmosphäre während des Ofenbetriebs kontrolliert? Meistern Sie präzise Gasumgebungen für überragende Ergebnisse
- Warum muss die Karbonisierung von NaFePO4 in einem Ofen mit Inertgasatmosphäre erfolgen? Gewährleistung hoher Leitfähigkeit und Materialstabilität
- Was unterscheidet Schutzgasöfen von Standard-Rohröfen? Wichtige Vorteile für den Materialschutz
- Wie werden Inertgasöfen abgedichtet und für den Betrieb vorbereitet? Gewährleistung der Prozessintegrität und Vermeidung von Oxidation
- Was sind die Hauptzwecke der Verwendung einer inerten Atmosphäre? Oxidation verhindern und Prozesssicherheit gewährleisten

