
Die Illusion der Leere
Stellen Sie sich eine Werkstatt vor. Eine Charge frisch bearbeiteter Stahlteile, die tagelange Arbeit repräsentieren, ist bereit für die Wärmebehandlung. Das größte Risiko ist nicht die Hitze selbst, sondern die unsichtbare Luft, die sie umgibt. Bei hohen Temperaturen wird Sauerstoff zu einem aggressiven Gegner, der ein Präzisionsteil in ein skaliertes, unbrauchbares Metallstück verwandeln kann.
Die Lösung ist oft ein „Vakuumofen mit niedriger Atmosphäre“. Aber dieser Name schafft eine psychologische Falle.
Das Wort „Vakuum“ ruft Bilder vom leeren Weltraum hervor – von absoluter Leere. Wir gehen instinktiv davon aus, dass das Ziel darin besteht, alles zu entfernen. Dies ist ein grundlegendes Missverständnis. Für diese Öfen ist das Vakuum nicht das Ziel; es ist lediglich das Vehikel.
Der wahre Feind: Luftsauerstoff
Bei Raumtemperatur ist die Luft harmlos. Aber wenn Sie ein Metall erhitzen, verändern Sie nicht nur seine physikalischen Eigenschaften; Sie erhöhen seine chemische Reaktivität dramatisch.
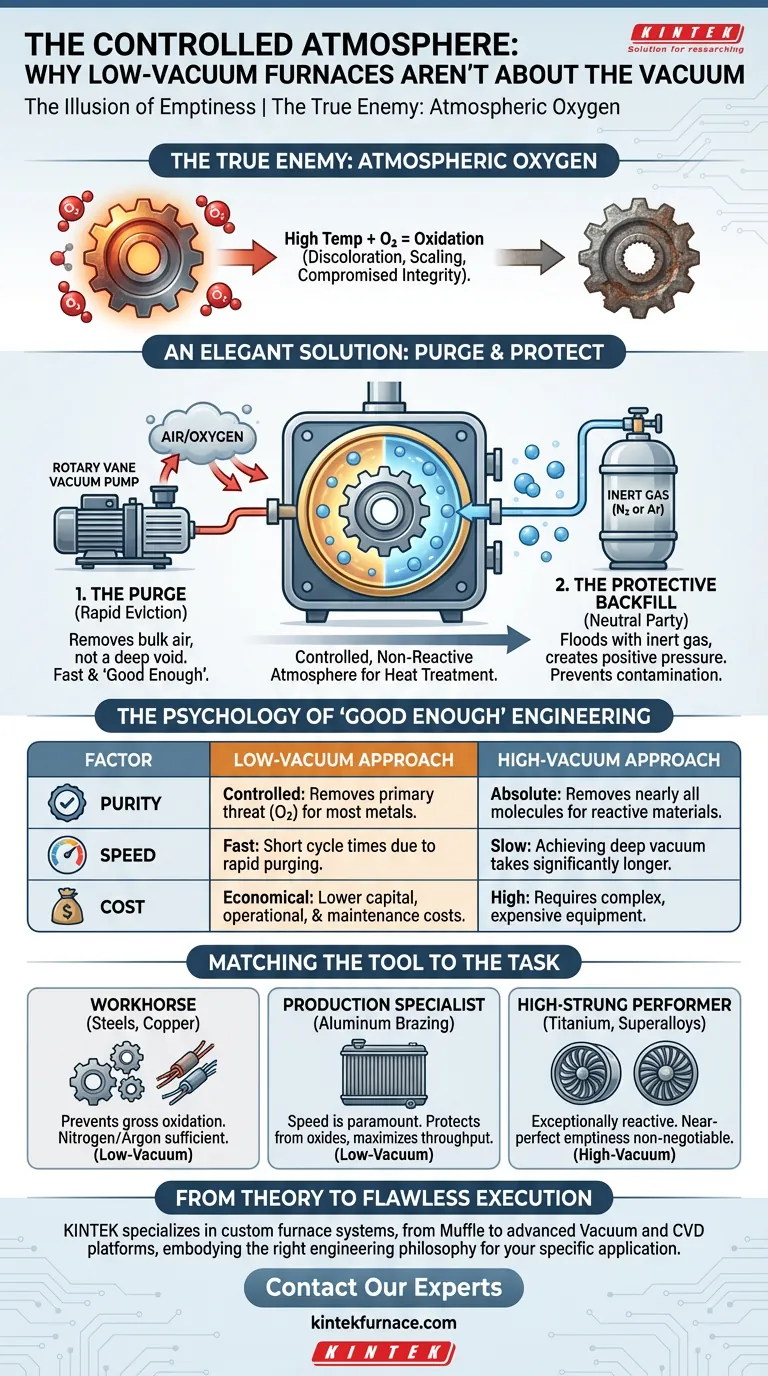
Die 21 % Sauerstoff in unserer Atmosphäre, der für das Leben unerlässlich ist, werden zu einem korrosiven Mittel. Er bindet sich an die Metalloberfläche und bildet Oxide. Dieser Prozess, die Oxidation, führt zu Verfärbungen, Zunderbildung und einer beeinträchtigten Oberflächengüte, die die strukturelle Integrität eines Materials ruinieren kann.
Die Kernaufgabe der Wärmebehandlung besteht nicht nur darin, die Wärme gleichmäßig zuzuführen. Es geht darum, einen chemisch sicheren Raum zu schaffen, in dem das Material seine Transformation durchlaufen kann.
Eine elegante Lösung: Spülen und Schützen
Anstatt zu versuchen, ein perfektes und kostspieliges Vakuum zu erreichen, verfolgt der Vakuumofen mit niedrigem Vakuum eine brillante zweistufige Strategie. Es ist ein pragmatischer Tanz aus Entfernung und Ersatz.
Schritt 1: Das Spülen
Eine mechanische Vakuumpumpe, typischerweise eine robuste Drehschieberpumpe, wird aktiviert. Ihre Aufgabe ist es nicht, eine tiefe Leere zu erzeugen, sondern eine schnelle Verdrängung durchzuführen und den Großteil der Luft – und damit den Sauerstoff – schnell zu entfernen. Dieses Evakuieren ist schnell, gerade weil es nicht perfekt sein muss. Es muss nur gut genug sein.
Schritt 2: Die schützende Rückfüllung
Sobald die Kammer gespült ist, ist die Aufgabe der Vakuumpumpe erledigt. Das System führt dann einen neutralen Stoff ein: ein Inertgas, meist Stickstoff oder Argon. Dieses Gas flutet die Kammer und bringt sie zurück auf einen leichten Überdruck.
Diese kontrollierte, nicht reaktive Atmosphäre ist es, in der die eigentliche Wärmebehandlung stattfindet. Der Überdruck dient als letzte Sicherheitsmaßnahme, um sicherzustellen, dass keine Außenluft eindringen und den Prozess kontaminieren kann.
Die Psychologie des „Gut genug“-Engineerings
Die Wahl eines Vakuumofens mit niedriger Atmosphäre ist kein Kompromiss; es ist eine strategische Entscheidung, die auf dem Verständnis des Prinzips der abnehmenden Grenzerträge beruht. Sie repräsentiert eine Philosophie, bei der das Ziel nicht absolute Perfektion, sondern optimale Effizienz für eine bestimmte Aufgabe ist.
Dieser Ansatz gleicht drei kritische Faktoren aus:
| Faktor | Ansatz des Vakuumofens mit niedriger Atmosphäre | Ansatz des Hochvakuumofens |
|---|---|---|
| Reinheit | Kontrolliert: Entfernt die Hauptbedrohung (Sauerstoff) für die meisten Metalle. | Absolut: Entfernt fast alle Moleküle für reaktive Materialien. |
| Geschwindigkeit | Schnell: Zykluszeiten sind aufgrund des schnellen Spülens kurz. | Langsam: Das Erreichen eines tiefen Vakuums dauert erheblich länger. |
| Kosten | Wirtschaftlich: Geringere Kapital-, Betriebs- und Wartungskosten. | Hoch: Erfordert komplexere, teurere Geräte. |
Das Niedrigvakuum-System ist kein „schlechterer“ Hochvakuumofen. Es ist ein anderes Werkzeug, das für einen anderen und oft häufigeren Satz von Problemen entwickelt wurde.
Das Werkzeug auf die Aufgabe abstimmen
Dieses Verständnis ist entscheidend für die korrekte Anwendung der Technologie. Die Wahl hängt vollständig von der Empfindlichkeit des Materials ab.
-
Das Arbeitspferd (z. B. Stähle, Kupfer): Für die meisten gängigen Metalle ist das Hauptziel einfach die Verhinderung grober Oxidation. Die Stickstoff- oder Argonatmosphäre in einem Niedrigvakuum-System ist mehr als ausreichend und bietet robusten Schutz mit der für die Produktion erforderlichen Geschwindigkeit.
-
Der Produktionsspezialist (z. B. Aluminiumlöten): Bei Anwendungen mit hohem Volumen, wie z. B. beim Automobillöten, ist Geschwindigkeit von größter Bedeutung. Ein Spül- und Rückfüllzyklus mit niedrigem Vakuum bietet den notwendigen Schutz vor Oxiden und maximiert gleichzeitig den Durchsatz.
-
Der nervöse Performer (z. B. Titan, Superlegierungen): Diese Materialien sind außergewöhnlich reaktiv. Selbst Spuren von Rest-Sauerstoff oder -Stickstoff können zu Versprödung und katastrophalem Versagen führen. Für sie ist die nahezu perfekte Leere eines Hochvakuumofens nicht verhandelbar.
Von der Theorie zur makellosen Ausführung
Die richtige Wahl zu treffen, bedeutet mehr, als nur ein Datenblatt zu lesen; es geht darum, die tiefen chemischen und betrieblichen Anforderungen Ihres Prozesses zu verstehen. Sie benötigen ein System, das nicht nur für eine Temperatur, sondern für ein Material und einen Arbeitsablauf konzipiert ist.
Hier werden fachkundiges Design und Fertigung entscheidend. Bei KINTEK sind wir darauf spezialisiert, Ofensysteme zu bauen – von Muffel- und Rohröfen bis hin zu fortschrittlichen Vakuum- und CVD-Plattformen –, die die richtige technische Philosophie für Ihre spezifische Anwendung verkörpern. Unsere tiefgreifenden Anpassungsmöglichkeiten stellen sicher, dass das von Ihnen erhaltene System perfekt auf Ihre Materialien abgestimmt ist, egal ob Sie die pragmatische Effizienz einer kontrollierten Atmosphäre oder die absolute Reinheit eines Hochvakuumofens benötigen.
Für ein System, das nicht nur auf Ihre Materialien, sondern auch auf Ihre Betriebsphilosophie zugeschnitten ist, kontaktieren Sie unsere Experten.
Visuelle Anleitung
Ähnliche Produkte
- Kleiner Vakuum-Wärmebehandlungs- und Sinterofen für Wolframdraht
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
- Vakuum-Wärmebehandlungs-Sinterofen Molybdän-Draht-Vakuumsinterofen
- 2200 ℃ Graphit-Vakuum-Wärmebehandlungsofen
- 600T Vakuum-Induktions-Heißpresse Vakuum-Wärmebehandlung und Sinterofen
Ähnliche Artikel
- Der kontrollierte Hohlraum: Materialreinheit mit Vakuumöfen meistern
- Warum Ihre 3D-gedruckten Maraging-Stahlteile nicht die gewünschte Leistung erbringen – und wie Sie die strukturellen Schwächen beheben
- Mehr als nur Hitze: Die Physik und Psychologie des Vakuumofenbaus
- Der stille Wächter: Warum die Chemie von Graphit das Fundament der Reinheit von Vakuumöfen ist
- Warum Ihre Ti-6Al-4V-Bauteile unter Druck reißen – Die verborgene Wissenschaft der Vakuumwärmebehandlung



















