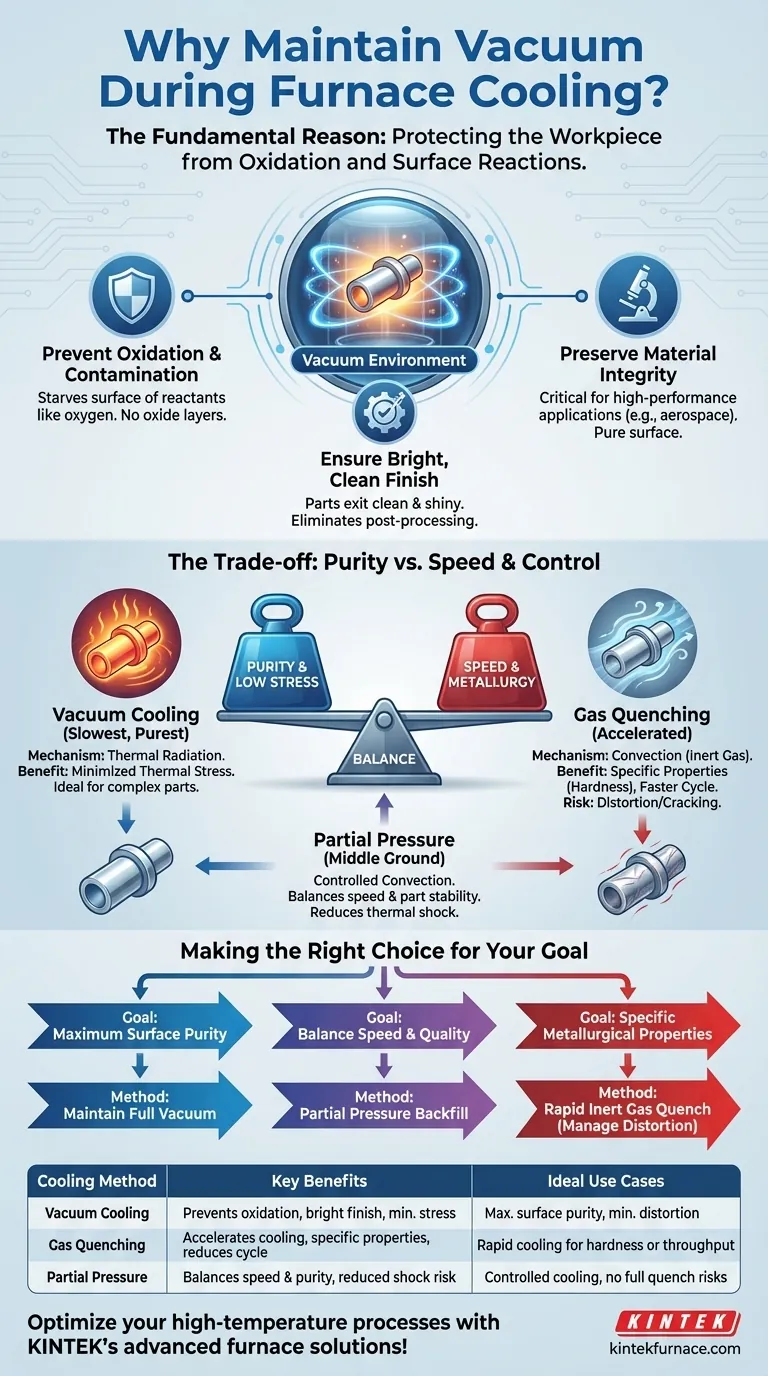
Der grundlegende Grund, warum während des Abkühlens in einem Ofen ein Vakuum aufrechterhalten wird, ist der Schutz des Werkstücks. Bei erhöhten Temperaturen sind Metalle hochreaktiv, und die Aufrechterhaltung einer Vakuumumgebung verhindert Oxidation und andere Oberflächenreaktionen, wodurch sichergestellt wird, dass das fertige Teil mit einer sauberen, glänzenden Oberfläche und den beabsichtigten Materialeigenschaften unversehrt herauskommt.
Die Entscheidung, während des Abkühlens ein vollständiges Vakuum aufrechtzuerhalten oder ein Gas einzuleiten, ist eine kritische technische Entscheidung. Sie stellt einen direkten Kompromiss dar zwischen der Erzielung maximaler Oberflächenreinheit (durch Vakuum) und der Steuerung der Abkühlrate zur Beeinflussung der Zykluszeit und der metallurgischen Struktur (durch Gas).

Das Hauptziel: Schutz des Werkstücks
Im Kern erzeugt ein Vakuumofen eine kontrollierte, inerte Umgebung. Diese Kontrolle ist während der Abkühlphase genauso wichtig wie während des Aufheizens.
Verhinderung von Oxidation und Kontamination
Selbst nachdem die Wärmequelle ausgeschaltet wurde, ist das Werkstück noch heiß genug, um sofort mit aktiven Gasen wie Sauerstoff oder Wasserdampf zu reagieren. Die Aufrechterhaltung eines Vakuums entzieht der Oberfläche diese Reaktanten und verhindert die Bildung von Oxiden und anderen unerwünschten Oberflächenschichten.
Gewährleistung einer glänzenden, sauberen Oberfläche
Diese Verhinderung von Oberflächenreaktionen führt zu einem „glänzenden“ Finish. Die Teile kommen sauber und glänzend aus dem Ofen, wodurch oft sekundäre Nachbearbeitungsschritte wie Säurebeizen, Sandstrahlen oder Polieren entfallen, was sowohl Zeit als auch Kosten spart.
Erhaltung der Materialintegrität
Für viele Hochleistungsanwendungen in der Luft- und Raumfahrt, der Medizin oder der Elektronik ist die Oberflächenintegrität eine Leistungseigenschaft. Eine mikroskopische Oxidschicht kann die elektrische Leitfähigkeit beeinträchtigen, den Fluss beim Hartlöten stören oder Ansatzpunkte für Ermüdungsrisse schaffen. Ein Vakuum stellt sicher, dass die Oberfläche metallurgisch rein ist.
Steuerung der Abkühlrate
Während ein Vakuum ideal für den Oberflächenschutz ist, ist es kein effektives Medium für den Wärmetransport. Dies führt zu unterschiedlichen Strategien zur Steuerung der Abkühlrate.
Vakuumkühlung: Die langsamste, reinste Methode
Die Kühlung in einem harten Vakuum beruht fast ausschließlich auf Wärmestrahlung. Dies ist ein relativ langsamer Prozess, da kein Gas vorhanden ist, das die Wärme durch Konvektion vom Teil abführen könnte. Diese sanfte, langsame Abkühlung ist ideal zur Minimierung thermischer Spannungen.
Gasabschreckung: Beschleunigung des Prozesses
Um die Geschwindigkeit zu erhöhen, wird ein Prozess namens Gasabschreckung (oder Rückführung) verwendet. Ein inertes Gas, wie hochreiner Argon oder Stickstoff, wird in die heiße Zone gepumpt. Dieses Gas ermöglicht Konvektion und beschleunigt die Wärmeübertragungsrate vom Werkstück auf die wassergekühlten Wände des Ofens dramatisch.
Warum Geschwindigkeit wichtig ist
Eine schnelle Abkühlung oder Abschreckung ist oft notwendig, um bestimmte metallurgische Eigenschaften zu erzielen, wie z. B. das Einschließen einer bestimmten Kornstruktur oder die Erzeugung von Härte in Werkzeugstählen. Außerdem verkürzt es die Gesamtprozesszykluszeit erheblich und erhöht den Durchsatz.
Verständnis der Kompromisse: Reinheit vs. Geschwindigkeit
Die Entscheidung, wie gekühlt werden soll, ist nicht willkürlich; sie ist ein kalkulierter Kompromiss, der auf den Zielen für das spezifische Teil basiert.
Der Reinheitskompromiss
Das Einbringen eines Abschreckgases, selbst eines von sehr hoher Reinheit, stellt eine leichte Abweichung von einem perfekten Vakuum dar. Obwohl Inertgase typischerweise nicht mit dem Metall reagieren, ist es eine weniger reine Umgebung als ein tiefes Vakuum.
Das Risiko von Thermoschock und Verzug
Die durch eine Gasabschreckung induzierte schnelle Abkühlung führt zu erheblichen thermischen Spannungen im Werkstück. Bei Teilen mit komplexen Geometrien, dünnen Wänden oder unterschiedlichen Querschnitten kann dies zu Verformung, Verzerrung oder sogar Rissbildung führen. Eine langsame, strahlungsbedingte Abkühlung im Vakuum minimiert diese Risiken.
Die goldene Mitte finden: Teilweiser Druck
Fortschrittliche Prozesse können einen „Teildruck“ eines Inertgases verwenden. Dies führt gerade genug Gas ein, um die Kühlung durch begrenzte Konvektion zu beschleunigen, aber nicht so viel, dass es den Thermoschock einer vollständigen Gasabschreckung verursacht. Dies bietet eine kontrollierbare Balance zwischen Geschwindigkeit und Teilehaltbarkeit.
Die richtige Wahl für Ihr Ziel treffen
Ihre Kühlstrategie sollte durch die Endanforderungen Ihrer Komponente bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf maximaler Oberflächenreinheit und einem glänzenden Finish liegt: Halten Sie während des Abkühlens ein volles Vakuum aufrecht und akzeptieren Sie die längere Zykluszeit für ein spannungsfreies, unbelastetes Teil.
- Wenn Ihr Hauptaugenmerk auf dem Erreichen spezifischer metallurgischer Eigenschaften (wie Härte) liegt: Verwenden Sie eine schnelle Inertgasabschreckung, aber konstruieren Sie den Prozess sorgfältig, um das Risiko der Verformung zu steuern.
- Wenn Ihr Hauptaugenmerk auf der Balance zwischen Produktionsgeschwindigkeit und Teilequalität liegt: Verwenden Sie eine kontrollierte Teilrückführung, um die Kühlung zu beschleunigen, ohne übermäßige thermische Spannungen zu verursachen.
Letztendlich ist die Kühlmethode ein kritischer Kontrollpunkt, der zur technischen Gestaltung der endgültigen Leistung und Qualität der Komponente verwendet wird.
Zusammenfassungstabelle:
| Kühlmethode | Hauptvorteile | Ideale Anwendungsfälle |
|---|---|---|
| Vakuumkühlung | Verhindert Oxidation, gewährleistet glänzendes Finish, minimiert thermische Spannungen | Anwendungen, die maximale Oberflächenreinheit und minimale Verformung erfordern |
| Gasabschreckung | Beschleunigt die Kühlung, erzielt spezifische metallurgische Eigenschaften, reduziert die Zykluszeit | Prozesse, die eine schnelle Abkühlung für Härte oder Durchsatz erfordern |
| Teildruck | Balanciert Geschwindigkeit und Reinheit, reduziert das Risiko eines Thermoschocks | Szenarien, die eine kontrollierte Kühlung ohne die Risiken einer vollständigen Abschreckung erfordern |
Optimieren Sie Ihre Hochtemperaturprozesse mit den fortschrittlichen Ofenlösungen von KINTEK! Durch die Nutzung hervorragender F&E- und Eigenfertigungskapazitäten stellen wir verschiedenen Laboren maßgeschneiderte Hochtemperatur-Ofensysteme zur Verfügung, darunter Muffel-, Rohr-, Drehrohröfen, Vakuum- und Atmosphärenöfen sowie CVD/PECVD-Systeme. Unsere tiefgreifenden Anpassungsmöglichkeiten gewährleisten eine präzise Abstimmung auf Ihre einzigartigen experimentellen Bedürfnisse und steigern so die Effizienz und die Ergebnisse. Kontaktieren Sie uns noch heute, um zu besprechen, wie wir Ihre spezifischen Anforderungen unterstützen und die Leistung Ihres Labors steigern können!
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Heißpressofen Maschine Beheizter Vakuum-Pressrohr-Ofen
- Vakuum-Heißpressen-Ofen Maschine Beheizte Vakuumpresse
- 600T Vakuum-Induktions-Heißpresse Vakuum-Wärmebehandlung und Sinterofen
- 2200 ℃ Wolfram-Vakuum-Wärmebehandlungs- und Sinterofen
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
Andere fragen auch
- Welche Überlegungen leiten die Auswahl von Heizelementen und Druckbeaufschlagungsmethoden für eine Vakuum-Heißpresse?
- Welche Prozessparameter müssen für spezifische Materialien in einem Vakuum-Warmpressherd optimiert werden? Optimale Dichte und Mikrostruktur erzielen
- Was ist ein Vakuum-Heißpressen-Ofen? Entfesseln Sie überlegene Materialleistung
- Warum ist eine Hochvakuumumgebung entscheidend bei der Herstellung von Kupfer-Kohlenstoff-Nanoröhren-Kompositen in einem Vakuum-Heißpress-Ofen? Erreichen Sie überlegene Verbundintegrität
- Welche Bedeutung hat die Vakuumumgebung für das Sintern von Edelstahl? Erschließen Sie hochreine Dichte



















