
Die Tyrannei des Chargenprozesses
In der Materialwissenschaft und der fortschrittlichen Fertigung sprechen wir oft über Durchbrüche in der Chemie oder Metallurgie. Wir sprechen selten über den stillen Engpass, der sie bestimmt: den Arbeitsablauf.
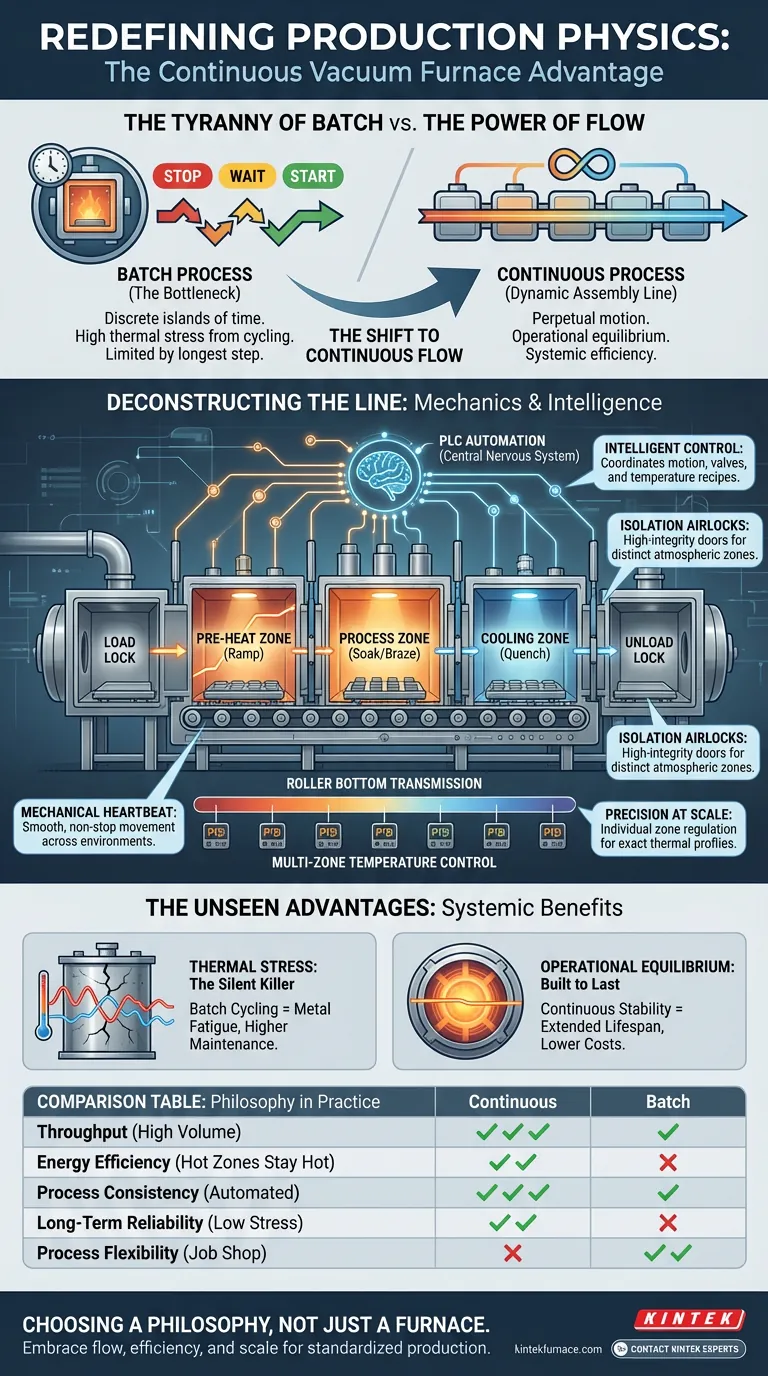
Jahrzehntelang war der Chargenofen mit einer Kammer das Arbeitspferd. Sein Zyklus ist vertraut: Beladen, Abdichten, Evakuieren, Aufheizen, Verarbeiten, Abkühlen, Entlüften, Entladen. Jeder Schritt ist eine diskrete Zeitzone. Das gesamte System wird von der längsten Stufe, normalerweise dem Aufheizen und Abkühlen, in Geiselhaft gehalten. Das ist die Tyrannei des Chargenprozesses – eine Welt des „schnellen Wartens“.
Aber was, wenn das Problem nicht der Ofen ist, sondern die Philosophie? Der bedeutendste Effizienzsprung kommt nicht von der Herstellung eines besseren Ofens, sondern von der Überarbeitung des gesamten Arbeitsablaufs. Dies ist der Übergang von einer statischen Werkstatt zu einer dynamischen Montagelinie.
Dekonstruktion der kontinuierlichen Montagelinie
Ein kontinuierlicher Vakuumofen mit mehreren Kammern ist nicht nur ein längerer Ofen. Er ist eine physische Manifestation eines Prozessablaufs, ein integriertes System, bei dem jede Komponente dem einzigen Zweck der ständigen Bewegung dient.
Die Grammatik der Produktion: Ein modulares Design
Betrachten Sie einen Fertigungsprozess als einen Satz. Er hat Verben: beladen, vorheizen, löten, abkühlen, entladen. Ein kontinuierlicher Ofen baut diesen Satz mit physischen Modulen auf. Jede Kammer ist ein spezialisierter Nebensatz, der für eine einzelne Aufgabe optimiert ist.
Diese Modularität ermöglicht es Ihnen, den perfekten Prozess „Satz“ für Ihre Anwendung zu konstruieren, sei es das Sintern komplexer Teile oder das Vakuumlöten elektronischer Komponenten. Die Linie wird so gebaut, dass sie der Logik Ihrer Arbeit entspricht, nicht umgekehrt.
Der mechanische Herzschlag: Übertragung und Isolierung
Um diese Montagelinie zum Laufen zu bringen, mussten zwei brillante technische Lösungen perfektioniert werden.
Erstens das Rollenboden-Übertragungssystem. Dies ist das Förderband der Vakuumwelt, ein robustes mechanisches Rückgrat, das entwickelt wurde, um Werkstücke reibungslos von einer feindlichen Umgebung in die nächste zu bewegen, ohne jemals das Vakuum zu brechen. Es ist der physische Puls des kontinuierlichen Prozesses.
Zweitens die pneumatischen Schiebetore. Dies sind die Luftschleusen zwischen den Welten. Wenn ein Teilewagen von einer 1200 °C heißen Heizzone in eine Kühlzone bewegt wird, schließen sich diese hochintegren Türen und isolieren jede Kammer. Dies ermöglicht drastisch unterschiedliche Temperaturen, Drücke und Atmosphären, die nur wenige Zentimeter voneinander entfernt existieren, eine Leistung, die für komplexe thermische Profile entscheidend ist.
Die Intelligenz des Systems
Ein kontinuierlicher Ofen ist mehr als nur clevere Mechanik; er ist ein hochentwickelter, selbstregulierender Organismus. Seine Intelligenz sorgt für Präzision und Wiederholbarkeit in einem Maßstab, den die Chargenverarbeitung nicht erreichen kann.
Präzision im großen Maßstab: Mehrzonen-Temperaturregelung
Das Erreichen eines präzisen Temperaturprofils über einen langen Ofen hinweg ist eine monumentale Herausforderung. Die Lösung ist die Mehrzonen-PID-Regelung mit geschlossenem Regelkreis.
Stellen Sie es sich nicht als ein einziges Thermostat vor, sondern als ein ganzes Orchester davon. Jede Heizungs „Zone“ hat ihren eigenen Sensor und PID-Regler – ein winziges, wachsames Gehirn, das ständig die Leistung anpasst, um seine Temperatur mit unglaublicher Genauigkeit zu halten. Zusammen erzeugen sie einen perfekt abgestimmten thermischen Gradienten, der auf die genauen Bedürfnisse des Materials zugeschnitten ist.
Das zentrale Nervensystem: Integrierte SPS-Automatisierung
Die Koordination der Rollenbewegungen, des Ventiltakts und Dutzender von Temperaturzonen übernimmt eine speicherprogrammierbare Steuerung (SPS). Dieser Industriecomputer ist das zentrale Nervensystem des gesamten Ofens.
Er führt das vorprogrammierte Rezept fehlerfrei aus und stellt sicher, dass jedes Teil jedes Mal denselben Prozess durchläuft. Die Bediener interagieren über eine einfache Mensch-Maschner-Schnittstelle (HMI), die ihnen ein klares Fenster in den Prozess bietet und jeden kritischen Datenpunkt zur Qualitätssicherung protokolliert. Das System läuft von selbst.
Der psychologische Wandel: Warum „kontinuierlich“ alles verändert
Die wahre Stärke dieses Ansatzes liegt in den Sekundäreffekten – den systemischen Vorteilen, die entstehen, wenn man die Start-Stopp-Start-Natur der Chargenarbeit aufgibt.
Entkommen des Zyklus thermischer Belastung
Ein Chargenofen führt ein hartes Leben. Er wird ständig auf extreme Temperaturen erhitzt und dann gezwungen, abzukühlen. Dieser thermische Zyklus verursacht immense Belastungen für Heizelemente, Isolierung und die Kammer selbst, was zu Materialermüdung und schließlich zum Versagen führt.
Ein kontinuierlicher Ofen hingegen erreicht einen Gleichgewichtszustand. Die heißen Zonen bleiben heiß und die kühlen Zonen bleiben kühl. Diese Betriebsstabilität reduziert die thermische Belastung drastisch, was zu einer signifikanten Erhöhung der Lebensdauer der Geräte und einer drastischen Reduzierung der Wartungskosten führt. Es ist ein zuverlässigeres System, weil es ein weniger belastetes System ist.
Die Ökonomie des Flusses versus die Flexibilität des Jobshops
Dieser Leistungssprung geht mit einem klaren Kompromiss einher. Ein kontinuierlicher Ofen ist eine strategische Investition in die volumenstarke, standardisierte Produktion. Er ist weniger geeignet für ein F&E-Labor mit hoher Mischung und geringem Volumen, in dem die Prozessanforderungen täglich wechseln.
| Überlegung | Kontinuierlicher Ofen mit mehreren Kammern | Chargenofen mit einer Kammer |
|---|---|---|
| Durchsatz | Extrem hoch; eliminiert tote Zeit | Niedrig bis moderat; begrenzt durch Zykluszeit |
| Energieeffizienz | Hoch; heiße Zonen bleiben auf Temperatur | Niedriger; Energieverlust während jedes Abkühlens |
| Prozesskonsistenz | Außergewöhnlich; vollautomatisch | Gut, aber bedienerabhängig |
| Langfristige Zuverlässigkeit | Hoch; minimale thermische Belastung | Niedriger; ständiges thermisches Zyklieren verursacht Verschleiß |
| Anfangsinvestition | Hoch | Niedrig |
| Prozessflexibilität | Niedrig; optimiert für einen bestimmten Arbeitsablauf | Hoch; leicht für neue Aufträge neu konfiguriert |
Eine Philosophie wählen, nicht nur einen Ofen
Letztendlich geht die Einführung eines kontinuierlichen Ofens mit mehreren Kammern über die Aufrüstung von Geräten hinaus. Es ist ein Bekenntnis zu einer industriellen Philosophie – einer der Fließfähigkeit, Effizienz und Skalierbarkeit. Es ist für Betriebe, bei denen Konsistenz und Kosten pro Teil oberste Priorität haben.
Bei KINTEK sind wir auf die Entwicklung dieser fortschrittlichen thermischen Systeme spezialisiert. Wir verstehen, dass jede Produktionslinie einzigartig ist, weshalb unsere Muffel-, Rohr-, Vakuum- und CVD-Öfen auf einer Grundlage tiefer kundenspezifischer Anpassung aufgebaut sind. Wir entwerfen und fertigen Systeme, die Ihre spezifische Produktionsphilosophie verkörpern.
Wenn Sie bereit sind, die Grenzen der Chargenverarbeitung zu überwinden und die Physik des kontinuierlichen Flusses zu nutzen, lassen Sie uns das richtige System für Sie bauen. Kontaktieren Sie unsere Experten
Visuelle Anleitung
Ähnliche Produkte
- Vakuumversiegelter, kontinuierlich arbeitender Drehrohrofen Rotierender Rohrofen
- Elektrischer Drehrohrofen Kontinuierlich arbeitender kleiner Drehrohrofen für die Beheizung von Pyrolyseanlagen
- Vakuum-Wärmebehandlungs-Sinterofen mit Druck zum Vakuumsintern
- Vakuum-Wärmebehandlungs-Sinterofen Molybdän-Draht-Vakuumsinterofen
- Vakuum-Heißpressofen Maschine Beheizter Vakuum-Pressrohr-Ofen
Ähnliche Artikel
- Jenseits der Hitze: Die kontrollierte Welt im Rohrofen meistern
- Warum Ihre Kristallzüchtungsexperimente fehlschlagen: Der verborgene Schuldige in Ihrem Röhrenofen
- Das kontrollierte Universum: Temperatur und Atmosphäre in einem 70-mm-Rohrofen meistern
- Warum Ihr Röhrenofen Ihre Experimente scheitern lässt (und es liegt nicht an der Temperatur)
- Jenseits der Temperatur: Die unsichtbare Umgebung im Rohrofen meistern



















